Explore Metal Bending Concept, Types, Tools, Perks, and More
Metal Bending – Understanding Concept
You can define metal bending as a process which allow you to convert or bend metal to desired shapes and angles precisely. It is based on such important parameters as the bend angle, bend allowance, and inside bend radius. These are what will allow you to forecast stretching and avoid cracking. In the process of bending, the outer surface is stretched and the inner one is compressed. Results are dependent on material type, thickness, temperature, and tooling. Pressures form tension and compression areas and therefore you need to manage the pressure. Metals too have springback, and they tend to recover a little after bending. This can be controlled through K-factor calculations, overbending or pre-bending.

Bendable and Formable Metals
- Aluminum: Aluminum is lightweight with high malleability, which is easier to bend into complicated shapes. It may be applied in aerospace and automotive parts in which reduced weight is more efficient and generally better performing.
- Stainless Steel: Stainless steel is very resistant to corrosion and hardy, hence bending is not very suitable in harsh conditions. It relies on it in terms of appliances, medical equipment and industrial parts that require strength and clean finishes at all times.
- Copper: Copper is highly ductile and therefore can be bent easily without cracking its structure. You select it in electrical applications, because its conductivity enables the passage of current and stationary connections are usually strong.
- Mild Steel: Mild steel is a combination of strength and ductility, which allows bending to be done reliably without over use of cracking. It may be applied in building, frames and general fabrication when the most significant factors are the cost-efficiency and versatility.
- Brass: Brass is low friction and formable that is why it can be used in smooth bending operations. You use it as decorative fittings, valves and hardware in which looks and machinability are equally important.
- Titanium: Titanium provides strength-to-weight ratio but has a lot of springback when bending in demanding applications. You larger bend radii and tooling to achieve accuracy especially in the aerospace, medical and high-performance engineering.
- Other Metals: Other metals are bronze, nickel alloys, carbon steel and spring steel with the bending behavior. The parameters that you should take into consideration are hardness, elasticity, and thickness to select the appropriate parameters and avoid defects in forming.
Factors Affecting Metal Formability
Material Thickness
Thickness of the material effects the process of metal bending under the applied force when performing forming activities. Sheet metal bending is incapable of deformation and demand greater force for more rigid sheets. Lightweight materials are easier to bend, but they may wrinkle or tear.
Ductility and Tensile Strength
Strain material is determined by metal ductility and tensile strength to withstand until failure. Increased ductility provides easier bending without cracking. Harder metals are less susceptible to deformation and need more force and control over the process.
Grain Direction
Direction of grain Bending behavior Metal grains are oriented during rolling. Cross-grain bending enhances formability and minimizes the risk of cracking. Parallel bending weakens structure and increases chances of fractures.
Metallurgical Properties
The formability is affected by such metallurgical properties as hardness, microstructure, and composition when bending operations are performed. Regular structures deform in a uniform manner and inhibit local failures. Variations composition cause weak points, which amplify defects and performance.
Temperature Effects
Bending and forming of metals are processes that change the temperature. Hot bending enhances ductility and reduces force on complex shapes. Cold bending enhances strength but increases the risk of cracking and must be controlled.
Comparative Table of Bendable Metals
Metal | Typical Bend Radius | Malleability | Common Applications | Notes on Bending |
Aluminum | 1–2 × thickness | High | Aerospace, automotive | Sensitive to cracking if over-bent |
Stainless Steel | 1.5–3 × thickness | Moderate | Appliances, industrial machinery | Prone to work hardening |
Mild Steel | 1 × thickness | High | Construction, frames | Requires rust protection if exposed |
Copper | 0.5–1 × thickness | Very high | Electrical, plumbing | Excellent for complex shapes |
Brass | 1–1.5 × thickness | Moderate | Fittings, decorative tools | Over-bending may cause cracks |
Titanium | 3–5 × thickness | Low | Aerospace, medical | High springback, precise tooling needed |
Types of Metal Bending Techniques
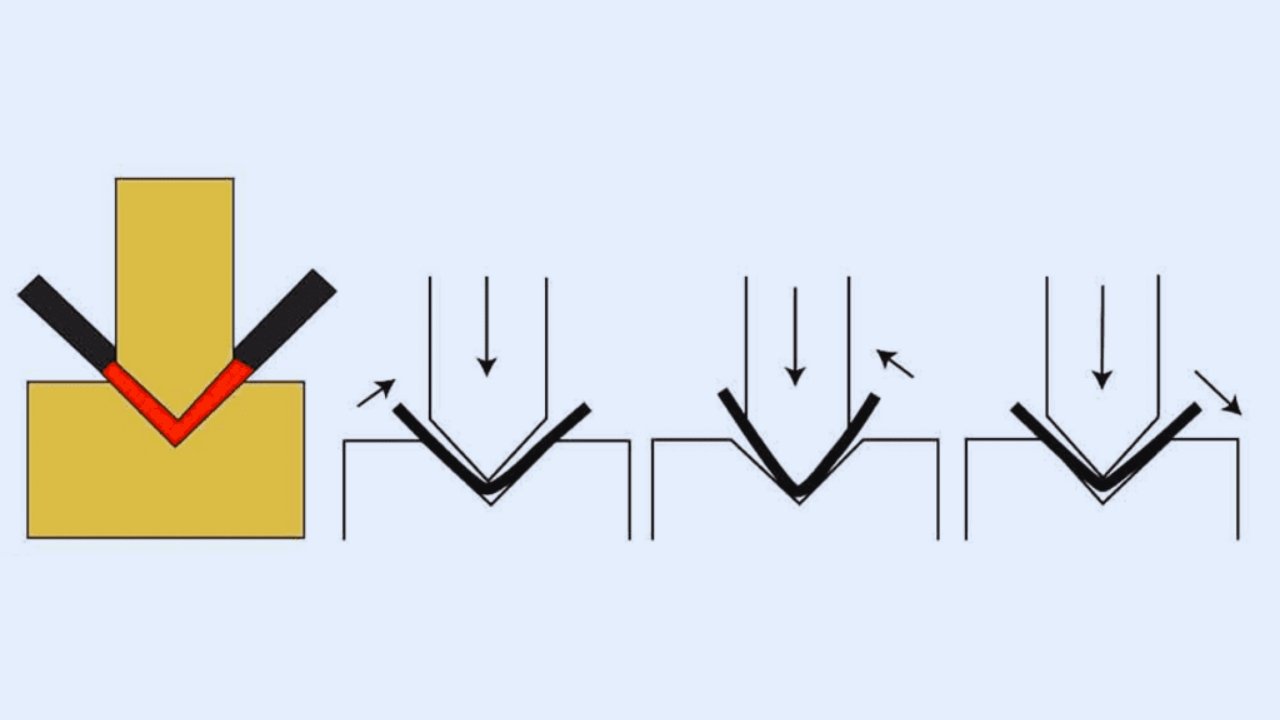
Air Bending
Air bending partly forces metal into a die and space remains under the sheet. It is a technique that allows you to cut several angles with a single tool set. It uses less power and accelerates production. Angles are easy to adjust and it is perfect in prototypes, diverse designs and optimization of small batch fabrication work.
Bottoming (Bottom Bending)
In bottoming, the tool angle is completely pressed into the die. This method reduces springback and gives consistent results when bending repeatedly. You have great precision and you require specific tooling per angle. It is applicable in production runs that demand accuracy and dimension consistency that is vital in quality assurance requirements.
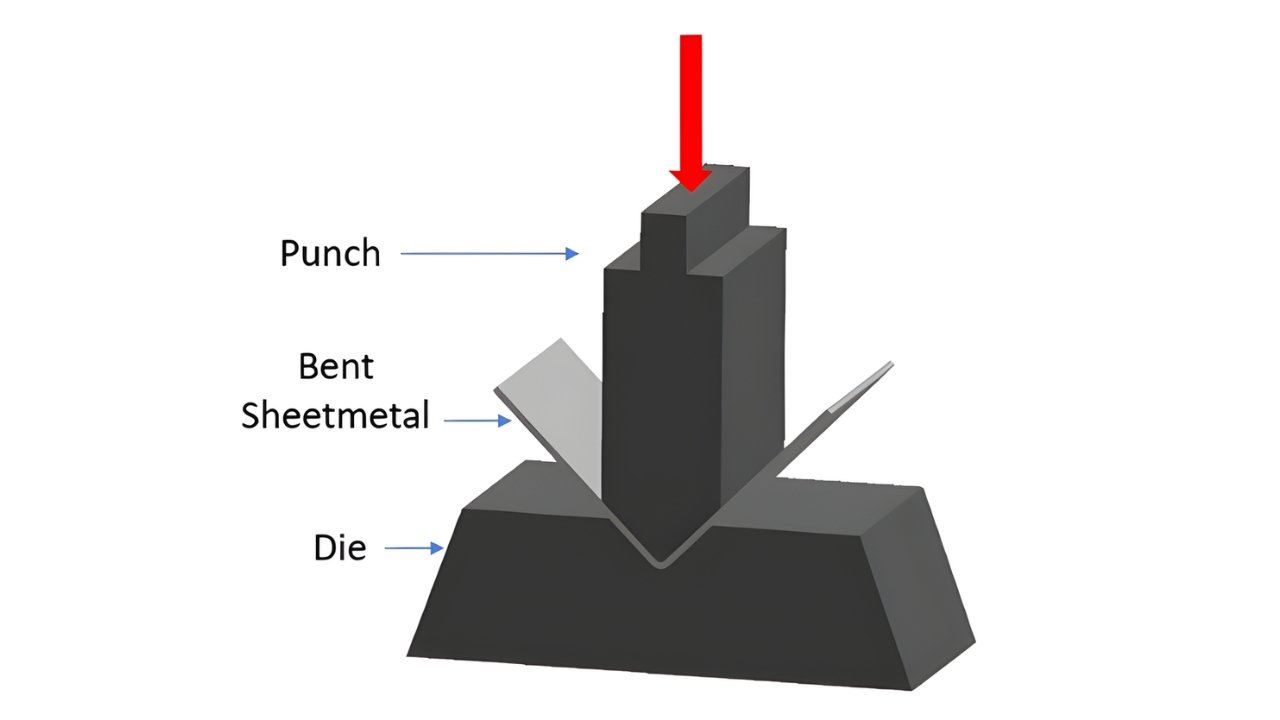
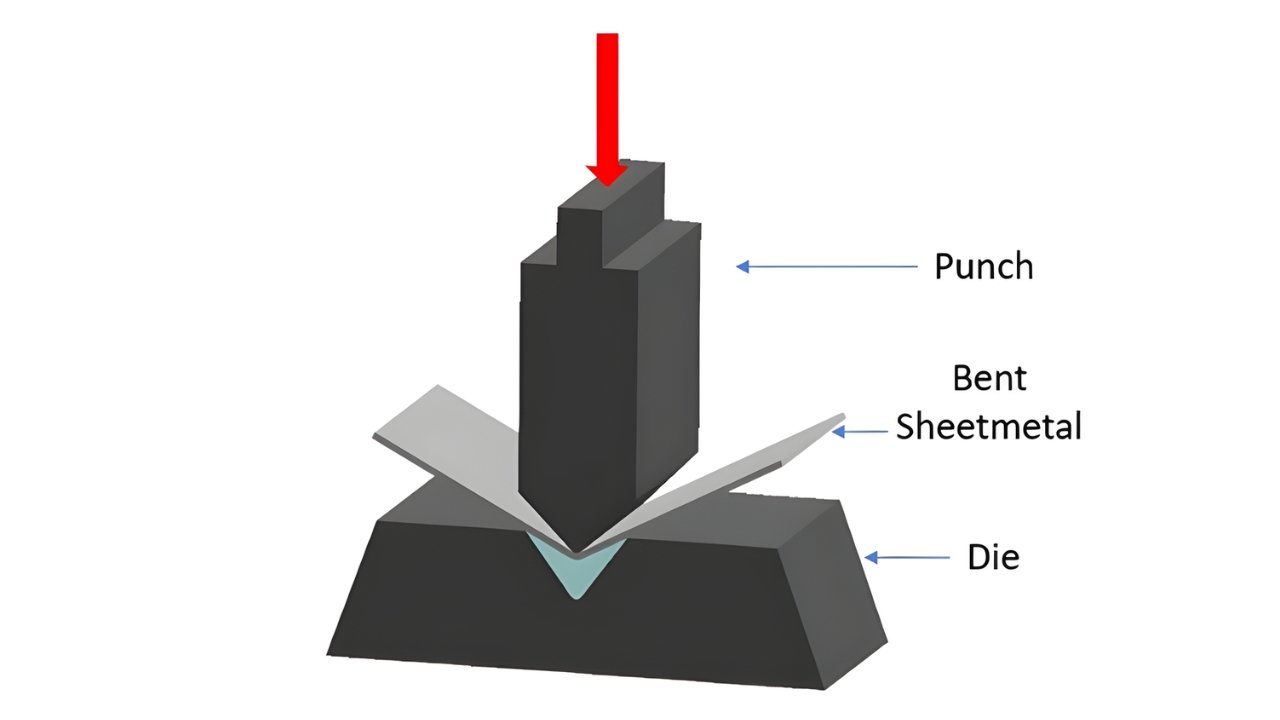
V-Bending
V bending is a process that requires a V shaped die for making accurate angular sheet metal bending. It is a form of air bending, which is flexible and does not need much tooling. It is capable of processing various thicknesses effectively, which makes it feasible in general fabrication, bracket, enclosures, and moderate volume manufacturing projects and applications.

Coining
Coining is used to apply tremendous pressure to force the metal fully into the die. The angle is stamped in the punch, and springback is removed, and tight tolerances are guaranteed. You get better accuracy but more wear and energy consumption of the tools. This technique is ideal in the case of thin materials that need to have precise geometry and high precision results that are reproducible.
Folding
Folding Sheet metal is bent on a straight axis with a folding blade and a clamping beam. It is best used on long panels, boxes, and enclosures that need clean edges. You have regular bends without marking surfaces. The method manages large sheets effectively and minimizes the complexity of setups when performing linear bend operations tasks.

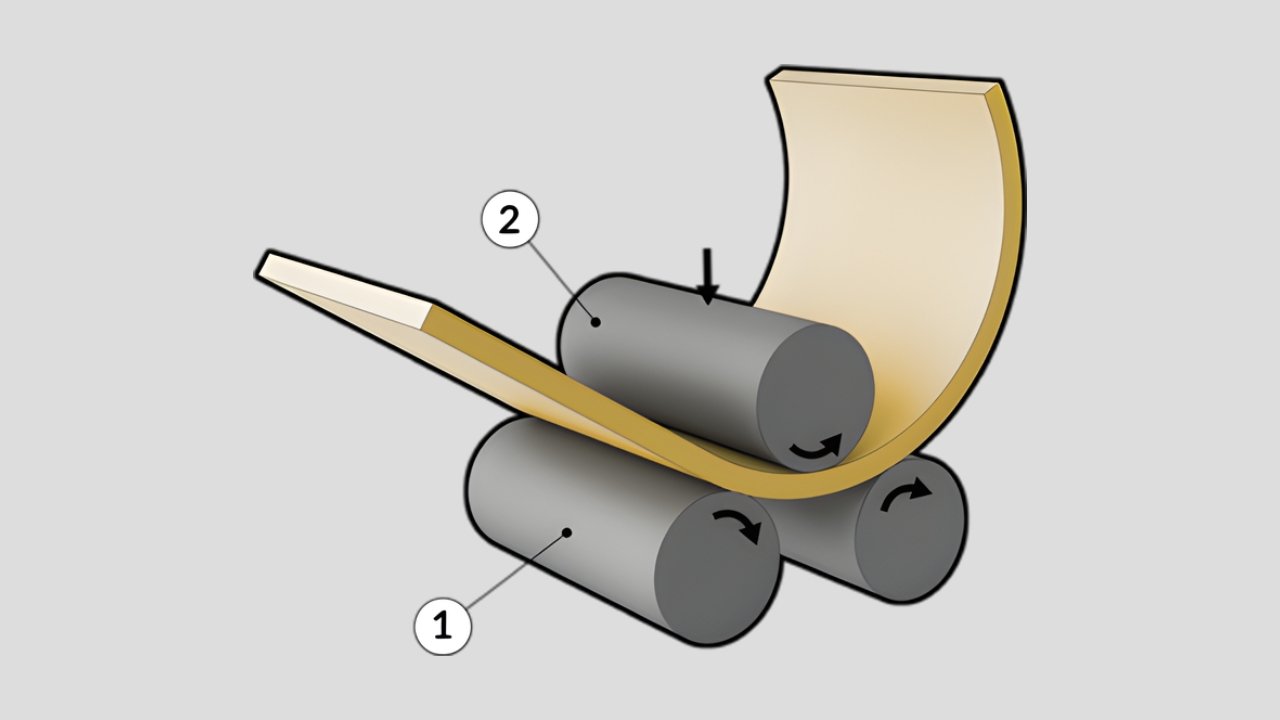
Rolling
Rolling consists of three roll arrangement that is used to roll metal in large radius forms. It is applicable in cylinders, cones and broad sheets that require continuous smooth bending. Roll positions are used to control curvature. It is used in tanks, pipes, and structural components and is required to work with thick materials and create uniform arcs.
Tube and Pipe Bending.
Tube and pipe bending involves hollow section bending by rotary draw, compression, or mandrel. Every technique regulates wall thinning, wrinkling, and ovality in forming. You obtain accurate radii in automotive, HVAC, and structural. It guarantees uniform flow paths and strength, and makes it work with complex assemblies and reliable performance requirements.

Hot Bending vs Cold Bending
In comparison to hot bending vs cold bending, both are temperature based techniques of metal forming. Cold bending is performed at room temperature, and it does not ruin the material properties or surface finish. You are restricted with hard alloys and narrow radii. Hot bending warms metal to make it less resistant, allowing thicker sections, smaller radii and easier forming with controlled deformation.

Metal Bending Tools and Equipments
Press Brakes
The Press brake is a sheet metal bending machine that allows you to bend metal sheet under optimum force. These are hydraulic and mechanical types that have specific tonnage and width capacities. You obtain accuracy, reproducibility, and similar angles between batches.
Folding Machines
Folding machines are used to fold sheet metal in a straight direction to form panels and boxes. They press material and crease edges properly. You also have faster setups and cleaner bends on thin sheets compared to press brakes.

Rolling Machines
Rolling machines are used to shape metal by going through rotating rollers to form curves. Radius and thickness handling are controlled by three-roll and four-roll configurations. You make smooth curvature cylinders and cones with low residual stress with high reliability.

Tube Benders
Tube benders are used to bend pipes into the necessary angles by either manual, hydraulic or CNC. They endorse different diameters and materials. To avoid deformation, you choose the right mandrels, regulate bend radius, and ensure that there is consistent lubrication in the process of bending.

Bending Dies and Tooling
Bend shape is determined by bending dies and tooling, which directs material in the forming process. You make sure it is accurate by aligning it correctly, keeping it in good condition and ensuring that the punches and dies are compatible.

Robotic Bending and CNC
CNC and robotic bending systems are automated to produce consistent and precision results. Unified software manages pathways and complicated forms effectively. You enhance productivity, minimise errors and manage complex designs with repeatable accuracy across cycles.

Bending of Metal – Design Considerations
Bend Radius
Bend radius is dependent on the material, thickness and the choice of a tool. It regulates the distribution of stress in forming. A good radius ensures that it does not crack and retains its structural integrity in applications that are very demanding as in case of industrial use.
Bend Allowance
Bend allowance assists you in planning correct flat lengths prior to forming. It takes into consideration the material stretch in bends. With K-factor calculations, you correct springback and attain uniform dimensional reliable accuracy.
Bend Sequence
Bend sequence specifies the appropriate sequence to be used to assemble various features. Tools do not collide, and parts are not distorted due to improper planning. You must simulate in order to make the complex geometries form without rework.
Minimal Edge Distance and Bend Concerns.
Minimum bend distance is used to make sure that features such as holes or slots are not affected during forming. Adequate spacing helps to avoid deformation and tear. Always use guidelines on hole-to-bend and bend-to-bend distances.
Tolerances and Precision
Tolerances are used to specify acceptable angular and dimensional variation following bending. Springback and final accuracy are dependent on material behavior. You have to use corrective actions and inspection techniques to ensure that the necessary levels of accuracy are upheld.
Heat-Affected Zones
Pre-cut or welded materials which are subjected to heat-affected zones before bending. These areas have altered strength and ductility. Their effect must be considered to avoid cracking and guarantee uniform forming.
Environmental and Safety Factors.
Safety and environmental issues enhance the conditions in bending processes. Sharp edges and heavy materials are minimized by proper handling. Ergonomics, energy efficiency, and sustainable practices should be of priority during production.
Advantages of Metal Bending
- Cost-Effective Production: Metal bending enables low and medium volume production without the need to spend lots of money on tooling and enables you to save money and attain consistent and reliable parts at a low cost to your projects.
- Complex Shape Formation: The technique allows you to make complex shapes out of individual pieces of metal, meaning that you can make new designs without the need to weld or assemble them further.
- Reduced Assembly Time: You reduce assembly processes by bending metals into final shapes, minimizing possible weak points and allowing you to concentrate on enhancing the product durability in the most efficient way possible.
- Minimal Material Waste: Efficient bending methods will also save raw materials and this will enable you to save a lot of scrap and still have high quality parts at the end of each production run.
- High Precision and Repeatability: Bending machines with CNCs will provide reliability and quality in the consistency of the angles and therefore you can replicate designs without compromising on the quality or the accuracy of your product in the manufacturing process.
- Versatility Across Metals: Different metals such as steel, aluminum, and copper can be bent in various thicknesses to allow flexibility in usage and various engineering needs.
Bending Metals – Disadvantages and Challenges
- Limitations with Extreme Bend Angles: Bend angles are frequently too large to allow you to make complicated shapes without much thought and careful choice of material.
- Springback and Dimensional Inconsistencies: Metal has a tendency to resume its original shape, and thus you have to consider the springback in order to achieve the correct dimensions at all times.
- Tooling Wear and Maintenance Requirements: Constant bending eventually wears out tools, and you have to plan maintenance and replacement so that you do not face expensive production delays or reduced quality results.
- Distortion or Warping of Thin or Hard Metals: Thin or hard metals tend to bend unevenly and you need to watch every bend to ensure it does not warp and retain its structural integrity.
- High Upfront Costs for CNC and High-Tonnage Equipment: Buying CNC machines or presses with a high tonnage may be a strain on your finances, but they enhance accuracy and overall efficiency in the long-run production.
- Material-Specific Challenges (e.g., Titanium, Brass): There are also metals that react differently to bending, so you have to modify the methods depending on the material you are working with to prevent cracks, tearing, or loss of strength.
Tips for Effective Bending of Metal
Assess Metal Type, Thickness, and Grain Direction
Various metals have different ways of bending based on the nature, thickness, and grain orientation. Before beginning any bending process, you should consider these properties to get accurate results.
Choose Suitable Bending Method and Tooling
Select the technique of bending that best fits your project and material. To enhance efficiency and accuracy, you can match the tools with the properties of your metal.
Pay Springback based on K-Factor
The spring-back of metal may cause a change in the end angle. The K-factor is an important factor that you are supposed to compute correctly so that the metal bends fit according to your design specifications.
Keep Bending Equipment in Check
Frequent servicing of your bending machines ensures that they are in the best of condition. To avoid errors and extend the life of equipment, you need to check, clean, and lubricate parts.
Apply Adequate Lubrication where necessary
Lubrication will minimize friction as the metal is bent and scratches or cracks will not occur. The correct type of lubricant you should use is determined by the type of material and tooling combination.
Assure Operator Training and Safety Compliance
Professional operators adhere to the safe bending practices and prevent the expensive errors. Safety measures, protection equipment, and skill tests should be put in place to ensure consistent, safe metal forming.
Take into account Expert Consultation of Complex Projects
Even experienced operators may be challenged by complex bends or big projects. To get accurate, safe, and quality outcomes, you are to consult skilled engineers or metalworking professionals.
Can Anyone Bend Metal?
To bend metal, you need more than brute strength – you need to know the metal and its tools. You can learn this in a classroom, through an apprenticeship or on the job. Imagination and ingenuity help you modify designs to bend metal. Experience helps you work in metal fabrication, automotive, aerospace and structural engineering. You can safely bend metal with theoretical and practical skills.
Conclusion
Metal bending is the process of transforming raw material into components through careful planning. You succeed with knowledge of the material, selection of tools and bending methods. Computer numerical control and robotic automation enhance accuracy, productivity and efficiency, while design and practice minimise errors, waste and cost. Bending of metal is a versatile, efficient and cost-effective way to manufacture durable parts when done right.
FAQs
What Metals Are Easiest to Bend?
Aluminum, copper and mild steel can bend more easily than some alloys and stainless steel. These metals are easy to bend with minimal force and heat using basic tools and can be used for light fabrication or home projects.
What Is the Minimum Metal Bending Radius?
The minimum bend radius will depend on the type of metal and its thickness. The material should be measured and you should follow the recommendations to avoid cracking. Smaller bend radius will cause the metal to crack and reduce its overall strength.
Can Thick Metals Be Bent Cold?
It is more difficult to bend thick metals cold due to resistance. You can bend them cold but you will need to use presses or rollers to bend them to the correct angle. Or you can use heat to make the process easier.
How Do I Overcome Springback?
This is where the metal will bounce back into its original position. You will have to bend the metal a little further, depending on the metal, to get the right angle. You can calculate the amount of bend and make trial bends to achieve exact results for your projects.
Does Bending Metal Damage it?
Excessive force, acute angles or the wrong equipment can cause damage. You need to choose the correct dies, oil and bending process. Avoiding damage and cracks means you can produce quality, durable products.


