A Complete Guide to Aluminum Bending, Its Techniques, Machinery, and Applications
Aluminum bending is an essential process in the manufacturing and construction industries. It helps make special shapes and parts for various uses. It’s a setting-up process in which force is applied to aluminum metal and bends it into the required shape. So, in this article, we will get a detailed guide about aluminum bending, its techniques, processes, and applications. Besides this, we will also discuss the advantages and limitations of aluminum bending.
What is Aluminum Bending?
Aluminum bending can be defined as the process of forming aluminum metal into the required form using force. This process is most commonly used for the production of the part. These may include cars, airplanes, construction equipment, and common consumer goods. Besides this, Aluminum is preferred because it has low density. Moreover, it is resistant to corrosion and is remarkably malleable. So, it is capable of being bent.
How Aluminum Bending Works?
Aluminum bending includes the use of force on the aluminum to acquire the needed shape. But, it doesn’t impair the strength of the material. Here’s a step-by-step overview of how aluminum bending works.

Material Selection
Even aluminum alloys are not the same and differ in many characteristics, i.e. strength, form stability, and corrosion resistance. Due to this reason, the type of alloy that is needed depends on the total needs of the application. Some of the typical alloys useful in bending are 3003, 5052, and 6061, out of which 5052 is the most flexible of the three. While 6061 is the strongest.

Preparing the Material
The aluminum sheet, plate, or tube is then cut according to the size and shape. Afterward, it is then well washed to minimize any interfering substances, i.e. dirt, oil, or oxidation when bending.
Determining Bending Parameters
Here are some important parameters we should consider during aluminum bending. These may include;
1. Bend Radius:
It is generally the inside curve of any bend. So, it is important to analyze the proper bend radii. So, it can avoid cracking or weakening the material. Besides this, the minimum bend radius changes with the thickness and alloy of the aluminum.
2. Bend Angle:
The bend angle is the measure of how bent the aluminum part is. Accurate calculations are done if the angle is according to the intended design.
3. Thickness and Grain Direction:
The main parameters are the thickness of the aluminum and the grain. This is the pattern created by the rolling process. However, Bending opposite the grain direction produces fewer cracks in the material.

Bending Techniques
Always choose an appropriate Bending Method. They may depend upon the subsequent shape and the thickness of the material. So, there are numerous bending techniques. Some of the categories are air bending, bottoming, roll bending, rotary bending, mandrel bending, three-point bending, press brake bending, stretch bending, wipe bending, and hot bending. So, every method has its configuration management. Besides this, how these systems work is also different.

Applying Force
During Aluminum bending, different types of forces are applied in different techniques. Let’s discuss them here.
- Air Bending: The aluminum is put over a die with V-shaped and a punch is applied on top of it. So, it can make the aluminum reach the required degree of angle.
- Bottoming: The aluminum is moved into the die and when the Aluminum truly fits to the die, there will be accurate bends.
- Roll Bending: After that the aluminum is placed in rollers that extend it through a curving or cylindrical form.
- Rotary Bending: Complex bends are made in the process where the movement of the tool is rotational. Besides this, here the die is fixed with the formation of aluminum.
- Mandrel Bending: A mandrel offers inner support when the aluminum tube is bent so that it will not crumble.
- Three-Point Bending: First the aluminum is placed at two points to provide support. Then the third point applies force to put a bend on the material.
- Press Brake Bending: A punch and die on a press brake machine then shape the aluminum to the right form.
- Stretch Bending: This is done by stretching Aluminium and bending it around a form or die. Whilst the metal is equally tense.
- Wipe Bending: A wiping die glides over the clamped material to produce acute angles in it.
- Hot Bending: The aluminum is first reheated when bent. So, it can easily bent or shaped.

Quality Control and Adjustments
Once the aluminum piece is bent it is tested to confirm that the right angles as intended are formed. It also checks if there are no other imperfections. This is done to prove if all the bend radius, angle, and dimensions do not meet the design requirements, necessary measures have been taken. Any imperfection including cracks that may be observed on the dimple or uneven bending is dealt with.

Post-Bending Processes
It is based on the nature of the particular application for which the bent aluminum. Here, the material can undergo different operations. These can be trimming, welding, or surface finish treatment like anodizing or painting.
Application and Assembly
The bent aluminum components are then utilized in areas where they are required as per the major industries. These are mainly; the automotive, aerospace, construction, and consumer goods industries.
Bending Aluminum Alloys
Here are some alloys that are good for Aluminum building;
| Alloy | Bendability | Common Applications |
| 1100 | Excellent | Chemical equipment, reflectors, heat exchangers |
| 3003 | Excellent | Cooking utensils, storage tanks, chemical equipment, roofing |
| 5052 | Excellent | Marine environments, fuel tanks, pressure vessels, automotive |
| 6061 | Fair | Structural components, automotive parts, aerospace applications |
| 6063 | Good | Architectural applications, window frames, irrigation tubing |
| 7075 | Poor | Aerospace components, military applications, high-stress parts |
| 2024 | Poor | Aerospace structures, military equipment, high-performance parts |
Types of Aluminum Bending Techniques
So, the following are the different types of aluminum bending techniques. Let’s describe them in detail.
Air Bending
Air bending is one of the most flexible and commonly used techniques. Here force is applied on the aluminum sheet with the help of a punch and die set. The aluminum is then put over a V-shaped die, and a punch is then pushed down into the piece of aluminum bends. Here, it takes the shape of the V-groove of the properly shaped die. The general feature of air bending is versatility. Any angle and radius can be made with the help of positioning the punch.

Thirdly, air bending also exerts less pressure than other bending methods.
Moreover, it does not require forcing the sheet into the die. It also minimizes physical harm to the material. A primary benefit of this operation is its versatility for the angles. So, it is frequently applied to general sheet metal operations.
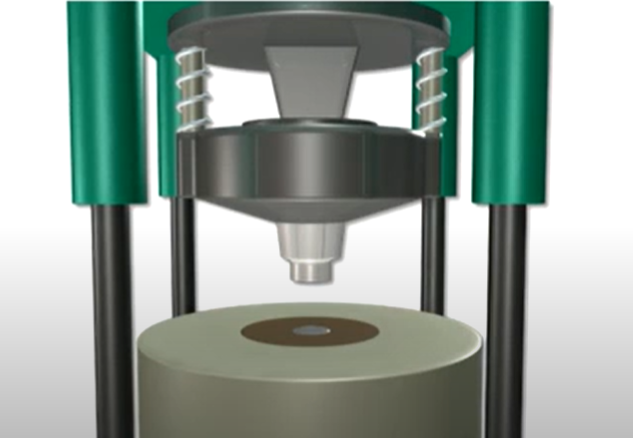
Bottoming (Coining)
Here aluminum is subdivided into bottoming or coining. Here the aluminum sheet makes further contact with the die and is pressed hard into the die through to the outline of the die. So, this method includes closer contact between the punch, aluminum, and die. This makes it easy to create the precise bend angle and radius. This process requires more force than air bending. Here the sheet has to be forced right to the dint of the die. Being very precise, bottoming is preferred in those operations that require tight bending and uniform material thickness. It is typically applied in product manufacturing where the accuracy and consistency of the material are desirable.
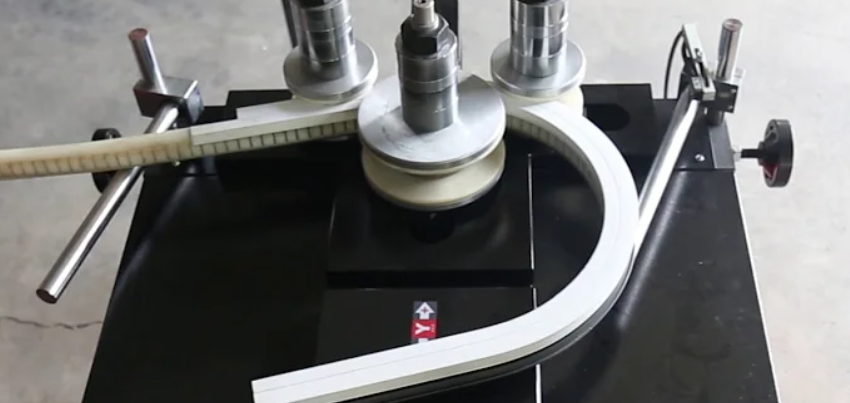
Roll Bending
It is mainly used to produce large-radius bent and cylindrical parts of aluminum sheets through a succession of rolls. The sheet is provided between three or more rollers, where the middle roller imposes pressure on the sheet. So, it ultimately curves it into the required contour. Roll bending is very effective. It involves the manufacturing of parts like pipes, tubes, and many other cylindrical items. This technique enables the continuous bending of long sheets or strips of aluminum.

Besides this, it has a good implication in large production quantities. Roll bending is widely used in material structure construction. Besides this, it is used in the automotive and aircraft manufacturing industries.
Rotary Bending
Rotary bending, also called rotary draw bending is when a tool rotates and puts pressure on the metal. It is usually done at a specific angle or curved die. So, it can create the required shape for the aluminum. This technique is accurate and it can easily create bends and curves without much distortion. Moreover, it is most suitable where complex contours need to be bent with high precision which in most cases is in the manufacture of aerospace and automobile industry goods. Besides this, the process can be automated for regular production which will help make the product look uniform. But, it may reduce the creativity of the workers. Rotary bending is preferred in specific applications where tight radii and intricate shapes are necessary.
Mandrel Bending
Mandrel bending is a sub-category of rotary draw bending. It includes the use of a solid tool or an open flexible bar known as a mandrel. This tool is mainly placed inside the tube to be bent. This internal support reduces the chances of the tube folding or wrinkling. So, the bend that is made on the tube is nice and clean. Hence, mandrel bending is particularly revealing for bending thin-walled tubes or pipes. Especially in situations where the radius of the bend required is very small and the shape of the tubes must not be compromised. This technology is used in the automotive and aerospace industries. So, it can fashion the exhaust system, hydraulic line, and other parts that must possess or require smooth internal surfaces.

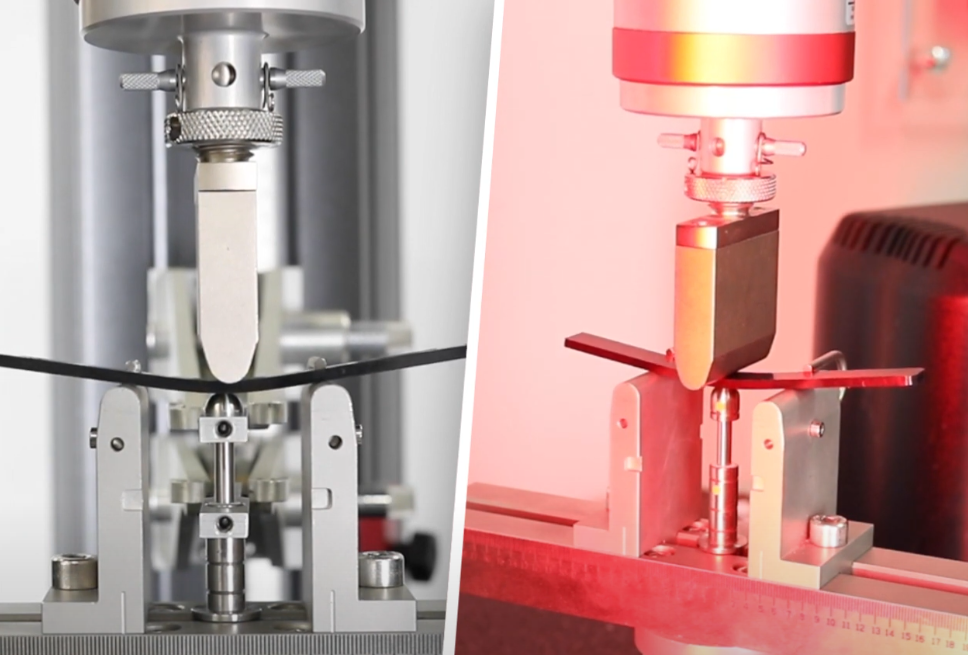
Three-Point Bending
Three-point bending on the other hand is a testing method. Here, the Aluminum sheet/profile as a member is bent in the middle with two supporting points being used. It helps in applying a controlled force of bending to the material. So, the bending force does not concentrate on one single area. Three-point bending consists of the gradual bending of straight lines and is preferred in cases that require a large bend. These bends are not that sharp, especially when the structure is to be used again. It is mainly used in areas like buildings and bridges to style large and smooth bends in beams and other structural items.
Press Brake Bending
Press brake bending uses a press brake machine that houses a punch and dies. These are highly used in the forming of bends on the aluminum sheet. The sheet is put on the die and the punch comes down to make the material bend in the shape that is required on the die.
This makes the method very flexible because the kind of punch and die used may make the sheet metal take different shapes at different angles. Press brake bending is the common method for shaping the metal. Besides this, it is applied for manufacturing metal parts for different fields such as the automobile, aircraft, and construction industries. Moreover, it is used when it is necessary to make narrow and at the same time accurate bends in sheet metal components.
Stretch Bending
Another pre-production process is stretching in which the aluminum is stretched and bent around a form or die. The aluminum is held at both ends and pulled. While it is wound around the die in equal tension across the length of the material. This method is useful with relatively large and complex shapes and high accuracy of measurements of workpieces, i.e. architectural structures, aircraft, and automobile industries. Stretch bending reduces the chances of developing wrinkles. At the same time, this produces the best quality material that can be used in places that require tight tolerances.
Wipe Bending
Wiping is also referred to as edge bending and this usually requires the material will be clamped in place. While a wiping die is passed over the surface to make the bend. In the described processes, the die is used to push the material, necessary for forming flanges and edges, removing it all at once. So, this method is appropriate for the creation of flanges, edges, and other related features to get sharp angles. Moreover, wipe bending is used widely in the manufacturing of thin industrial parts, i.e. automotive, appliances, & electronics. So, these industries may require recurring and precise bending.

Hot Bending
Hot bending involves the heath of the aluminum which has a certain temperature that makes it easy to bend. This method also minimizes the formation of such cracks. Besides this, it enables the bending of thicker and more complex sections that would otherwise be very hard when doing cold bending. Hot bending is particularly applied for the manufacturing of different equipment. It is best used to make large aluminum plates and extrusions have to be shaped. Besides this, they may require a considerable amount of shaping without loss of strength.

Essential machinery for Aluminum Sheet Bending
Here are certain types of aluminum sheet bending machinery we can use.
Press Brake Machines
In press brake, punch, and die are used to form the aluminum sheets into the desired shape. The hydraulic design is suitable for thick materials while the mechanical and electric design is for thin and accurate materials.
Roll Bending Machines
The roll-bending machines bend aluminum sheets using rollers to make round shapes. They are suitable for large radium bends and continuous curves.
Rotary Draw Benders
Rotary draw benders revolve aluminum materials around a fixed die while achieving close bends. These bends are easier to shape and are commonly used in making complex shapes with close curvatures. Besides this, they are mainly used in car manufacturing and aircraft industries.
Mandrel Benders
Mandrel benders employ an internal support stand to maintain smooth bends. Besides this, it helps prevent thin-walled tubes and pipes from collapsing which is ideal for exhaust uses.
Folding Machines
Bend machines on the other hand use clamps and lift the aluminum sheets. So, they can go long straight bends and profiles with versatility and the angles and the kind of shapes needed are concerned.
Stretch Forming Machines
In stretch-forming machines, the aluminum sheets are clamped and stretched over a form to produce large complex shapes. These all shapes have equal but accurate tension.
Wipe Bending Machines
Wipe bending machines utilize a wiping die to offer tight and accurate bending points in aluminum foils. Besides this, it is mainly used for flangs and edges.
Hot Bending Machines
Hot bending machines help warm up aluminum sheets to increase their ability to bend thick or complex-shaped sheets without cracking.
CNC Bending Machines
CNC bending machines have computer controls where the bends are perfect and consistent. These machines are best suited for large production of complicated patterns.
Effective Design Tips for Aluminum Bending
The following table will help you understand the effective design tips for aluminum bending;
| Design Tip | Value/Explanation |
| Material Selection | Use 3003 or 5052 alloys for better formability. |
| Bend Radius | Minimum inside bend radius = material thickness. |
| Bend Allowance | Calculate based on material thickness and bend angle. |
| Grain Direction | Bend perpendicular to the grain direction. |
| Tooling | Use smooth, clean surfaces and radius dies. |
| Lubrication | Apply lubrication to reduce friction. |
| Springback | Over-bend slightly to compensate. |
| Bending Speed | Bend at a moderate speed to avoid work hardening. |
| Temperature | Room temperature for most alloys; slight heating for thicker materials. |
| Edge Quality | Smooth edges to prevent cracks. |
| Multiple Bends | Plan sequence to avoid interference. |
| Tolerances | Allow for material stretch and deformation. |
| Testing | Prototype and test to validate the design and process. |
How to Choose the Right Aluminum Bending Technique
So, the following are some techniques, you can follow to choose the best aluminum bending technique.
Material Thickness and Type
- Thin Sheets: For thin aluminum sheets, accuracy is a crucial element. So, for this, press brake bending, wipe bending, and rotary draw bending methods are ideal.
- Thick Sheets: For thicker aluminum hot bending, and stretch forming are more commonly used. Because these cause less of a risk of cracking and permit more distortion.
Bend Radius and Angle
- Tight Radii: Mandrel bending and rotary draw bending are useful where the smallest radii are needed. It is generally used because of the internal support offered in this technique.
- Large Radii: Roll bending and press brake bending should be used for the large-surface and large-radius bends.
Shape Complexity
- Simple Bends: Staking and bends, which only require simple bends and profiles, can be done using press brake bending, and folding machines.
- Complex Shapes: Stretch forming and CNC bending are more appropriate when the design is complicated and three-dimensional. Besides this, it is also good when precise contour is necessary.
Production Volume
- Low to Medium Volume: Some of the common techniques for manufacturing small to medium production are the press brake bending and the wipe bending.
- High Volume: CNC Bending machines & automatic systems are used and recommended for high-volume production. Because they offer high efficiency and quality.
Surface Finish and Tolerances
- High Precision: CNC bending and rotary draw bending include one of the most accurate control of angles and dimensions of the bent part and hence can be useful for applications of strict accuracies.
- Standard Tolerances: In typical applications, press brake bending and roll bending can be used with normal tolerances and surface finishes.
Material Properties
- Malleability and Strength: Always go with ductility and the high strength that characterizes this aluminum alloy. Other procedures, such as hot bending, could be useful for more relatively or significantly brittle and high-strength aluminum alloys.
- Corrosion Resistance: Make certain that the technique of bending used negatively affects the aspect of corrosion. It is especially for the particular material used in aggressive conditions.
Equipment Availability and Cost
- Existing Equipment: Select a technique that corresponds to the possibilities of the machinery being used. So, it can reduce additional expenses.
- Budget Constraints: Consider the cost of equipment and the operation costs to see that you meet the set budgets.
How to Prevent Breaking/Cracking when Bending Aluminum?
Here’s a concise guide to preventing breaking or cracking when bending aluminum;

- Choose the Right Alloy: Choose an easily bendable aluminum alloy such as 3003 or 5052 that is favorable in making preparations.
- Determine the Correct Bend Radius: It is crucial to stick to the minimum bend radius for thickness, to be able to avoid cracking.
- Use Proper Bending Techniques: Use techniques such as mandrel bending for thin gumbo, and hot bending for thick ones.
- Control the Material Temperature: Besides, you should not heat the aluminum to an excessive level. But it should be heated to the right temperature making it easy to bend.
- Employ Accurate Tooling and Equipment: Work with sharp tools so that equal force does not cause unequal wear and tear on the tool. Besides this, also make sure that all machines are set up the same to get the correct amount of force at the work piece.
Advantages of Aluminum Bending
So, the following are the advantages of aluminum bending.
- Lightweight: One of the major properties of aluminum is its lightness. This makes it suitable for use in areas where every pound counts.
- Corrosion Resistance: Aluminum does not rust because this kind of metal has a thin oxide layer that starts a natural reaction. So, it ultimately makes the metal harder and less susceptible to corrosion.
- Malleability: Aluminum is ductile so it can easily rolled or bent in the required direction without rupturing.
- Cost-Effective: Aluminium is cheaper than most of the other metals. Besides this, it is a great deal particularly when purchased in huge quantities.
Limitations
Here are five key limitations of aluminum bending;
- Material Thickness Constraints: Heavier gauges need wider bend angles as well as more pressure to be applied. So, it results in more likelihood of sheet cracking.
- Minimum Bend Radius: Flexing at a radius lower than the minimum recommended bend radius starts to make cracks in the material. It is more common in high-strength alloys.
- Surface Damage: Bending could cause the surface to have scuffs or indents. Otherwise, it can be damaged if the wrong tools are used or the techniques are wrong.
- Heat Sensitivity: Heating it above a certain point will change some of its properties like the strength of the material. Besides this, it can cause some other unfavorable changes.
- Complex Shapes: Designing highly complex shapes may be a little difficult to achieve. Perhaps delicate workmanship and added expenses are necessary.
Challenges in Aluminum Bending
Here are some challenges that may be encountered during the aluminum bending process.
- Material Thickness: Although aluminum sheets can be bent easily. But thicker gauges will need more force and tools for bending than thinner ones.
- Springback: Aluminum has a characteristic of deforming into wrought form after it has been bent. So, it can lead to more inaccuracy.
- Surface Damage or Scratches: After bending, one is very likely to learn that the finish on the part can be slightly damaged mainly on good finishes.
Recommendation of proper bends for aluminum
Here are some recommendations for proper aluminum bends that can answer all the above challenges. Such as;
- Material Preparation: Make sure, the aluminum sheet must be clean. So, it can cause no harm and it can bend evenly.
- Tool Selection: Depending on the specifics of the technique, and application, the tools may be configured differently. So, always select the proper tools and dies for the specific type of bend.
- Control Springback: Spring forward is significant when setting the bend angle. So, it can reach the final forming shape. So, must consider the amount of spring forward when setting the bend angle.
- Steady Speed and Pressure: In the bending process, check the speed and amount of pressure used remain the same. So, it can prevent causing stress on the material.
- Test and Inspect: Before continuing with large production runs, check the bends on sample pieces. Besides this, always make adjustments if the actual size of the element does not match the calculated value.
Applications of Aluminum Bending
Let’s explore the different applications of aluminum bending;
- Automotive Industry: Aluminum bending helps in the making of different parts. These may include chassis, brackets, and trims among other parts.
- Aerospace Industry: It is widely used in aerospace as lightweight and high strength that is needed in aircraft frames and panels.
- Construction: Aluminum used in the bending process is applied in the construction. It may have applications for architectural designs, structural girders, and ornaments.
- Consumer Products: Aluminum is used in many consumer goods like electrical appliances and electronics. So, it can be bent for functionality and proper designs.
Aluminum tempers for bending
Here’s a slightly expanded guide to aluminum tempers for bending:
- Annealed (O Temper): It is very ductile and can easily form sharp bends as well as intricate shapes without material splitting.
- T3 Temper: A higher degree of stress and can withstand a reasonable degree of bending probably useful in Aerospace parts.
- T4 Temper: It has good strength, but less formability, and can be bent but not with too sharp a radius.
- T6 Temper: Cheaper, more strength but lesser malleability means larger bend radii and possibly preheating before bending.
- T7 Temper: Offers excellent strength but relatively poor elongation making it more or less used for bending, it tends to fracture.
Conclusion
In conclusion, Aluminum bending is one of the most crucial and common procedures in the current production line. It is important to know the various bending techniques their advantages, and limitations, and how to achieve the best outcomes in bending parts for process efficiency. If suitable techniques and instruments are utilized, manufacturers can successfully utilize the exceptions of aluminum to develop the optimal systems. So, it solves production issues in different spheres.
Frequently Asked Questions
- Are all aluminum Alloys malleable and ductile enough to be bent?
Almost all aluminum alloys can be bent but their formability is different. In this case, producing vales requires annealed alloys such as 1100 and 3003. Because they can be bent more easily than 7075 or 2024.
- What is spring back in aluminum bending?
Springback is the ability of the aluminum to regain a part of its original shape after bending. This is due to the elasticity of the material.
- What can be done to reduce springback?
The degree of springback can be reduced by overbending, proper bending technique, or by bending over a backer.
- What are some of the frequently used bent aluminum products?
Bent aluminum is utilized in different areas, i.e. from structures to automobile parts, construction, machinery, and many others.


