Laser Welding Explained – What It Is and How It Works
Historical Development of Laser Welding
In the year 1917 the laser welding development initiated with basis for stimulated emission put forward by Einstein. Maiman in 1960 constructed the first ruby laser, which allowed the use of lasers in excercise. During 1962-1964, Nd:YAG and Nd:Glass lasers were experimented with regard to precision welding. In 1967, Battelle Institute proved industrial feasibility. CO 2 lasers became widely used in industry in the 1970s. The 1980s saw the development of fiber laser, which enhanced efficiency. The introduction of robotics in the 1990s increased automation. Fiber commercialization and cost reduction occurred in the 2000s. In the 2010s remote welding grew. Modern welding in the world today is changing between 2020 and 2026, as smart automation and handheld AI lasers transform the welding process.
What is Laser Welding?
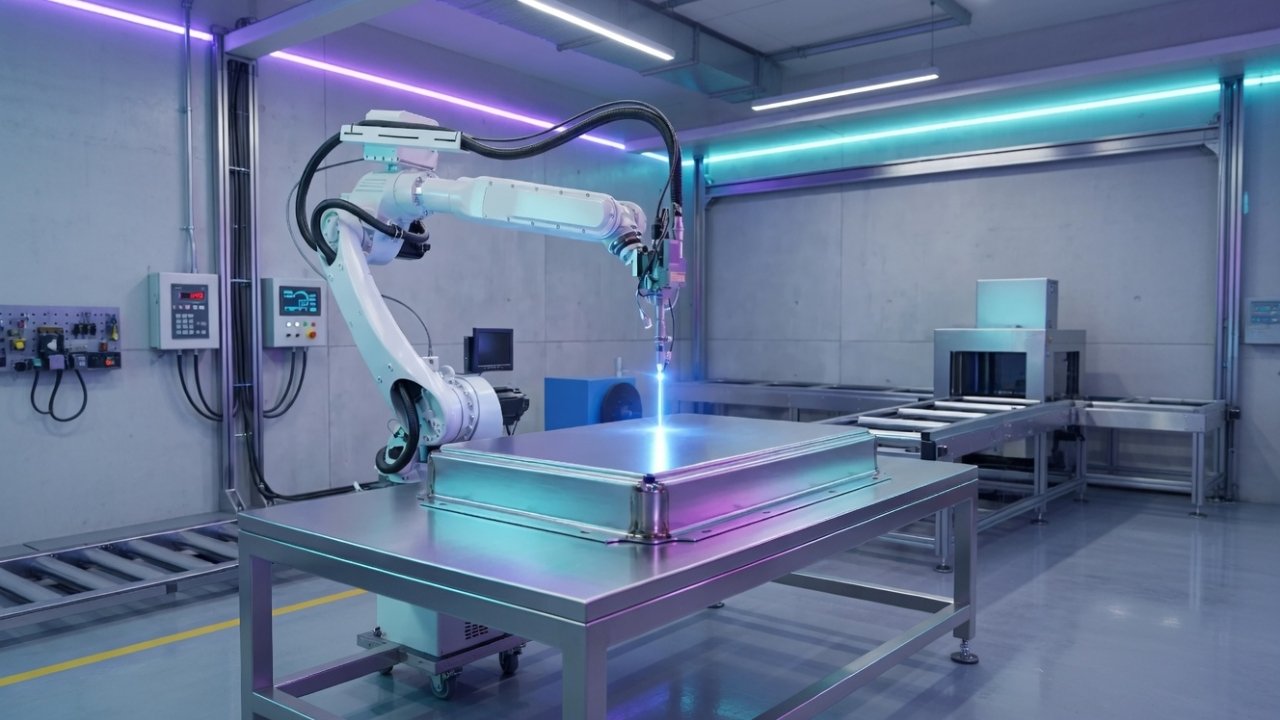
Laser welding is a fusion welding technique which involves the use of a focused beam of light. It uses the laser energy to melt and weld materials accurately. The process forms a metallurgical bond after solidification of the molten pool. The heating is highly localized to reduce deformation and maintain the integrity of the material as a whole. It welds metals like steel, aluminum, copper and nickel alloys. It is also applicable with some thermoplastics, glasses and composite materials. Laser welding provides microscopic control of energy to use in high-technology manufacturing. It aids in high-performance engineering in industries with efficient and reliable results.
How Laser Welding Works (Step-by-Step)
Step 1. Laser Generation
The laser generation process can be described as follows: The energy is pumped to a lasing material in the resonator cavity. This produces light that is coherent and a high intensity output beam is produced and focused.
Step 2. Beam Delivery
An efficient system that delivers the laser beam to the target is beam delivery in which the beam is transported by mirrors or fiber optic cables. It has beam integrity up to the time it reaches the welding head.
Step 3. Beam Focusing
On a surface of the material the laser beam acts on a spot precisely. This increases an increased energy density to cut deeper and produce strong welds.
Step 4. Material Absorption
The lasers are absorbed by the workpiece surface as material absorption where the laser energy is easily absorbed based on properties. Directly, absorption efficiency has a significant impact on melting behavior and the overall weld quality.
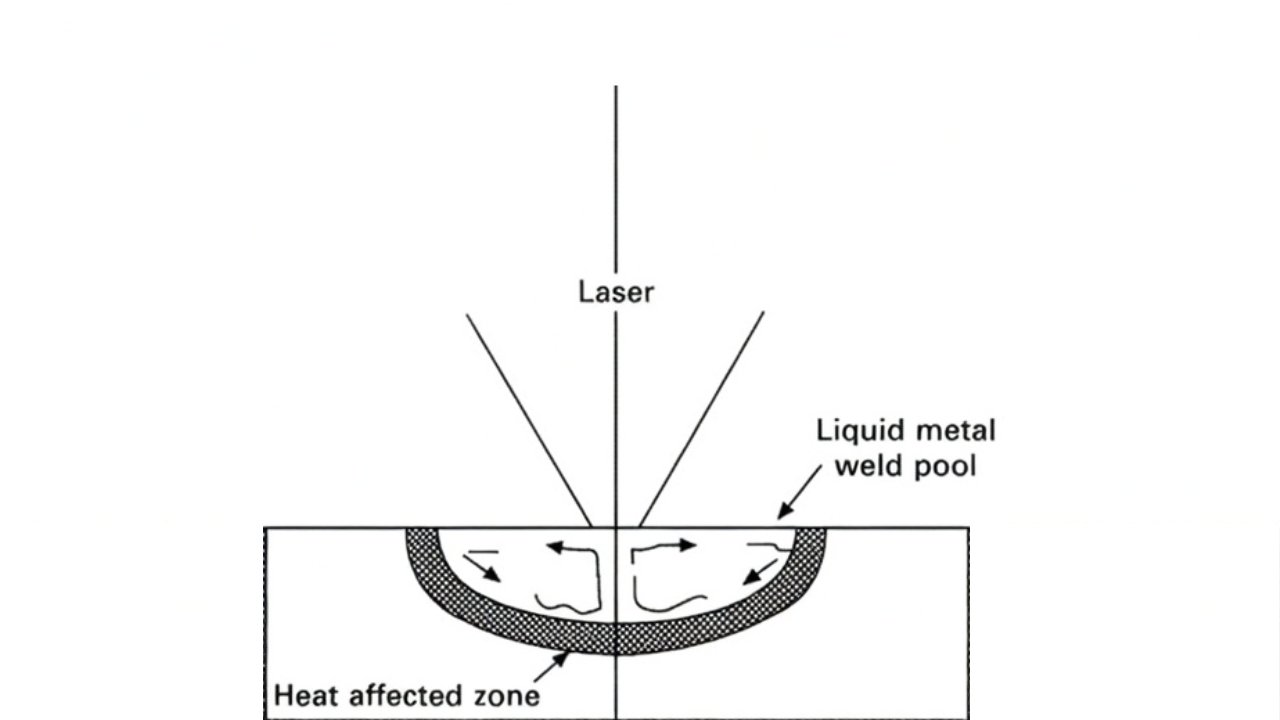
Step 5. Melt Pool Formation
Melt pools begin to form when the energy taken up raises the temperature to a melting point. A molten pool that is stable is created where fusion and mixing of materials take place concurrently.
Step 6. Solidification
Solidification starts immediately after the laser moves away from weld zone cooling begins. Microstructure refinement and strengthening of overall quality of welded joint is achieved by rapid cooling.
Step 7. Weld Formation
The formation of weld is complete when the molten material is completely joined and bonded. The proper weld construction ensures structural stability, durability and proper joint performance in the loading conditions.
Key Parameters That Affect Laser Welding Quality
- Laser power
- Welding speed
- Spot size
- Material type
- Beam quality
- Focus position
- Surface condition
- Shielding gas
- Pulse duration
- Material thickness
Types of Laser Welding Processes
Conduction Laser Welding
Low power density is used to conduct laser welding at the surface level. It creates smooth welds with little penetration only on thin materials. Heat diffuses over surface resulting in clean look and minimal spatter. It produces extremely low fumes and regulated thermal input in general. You have weaker joints than keyhole welding.
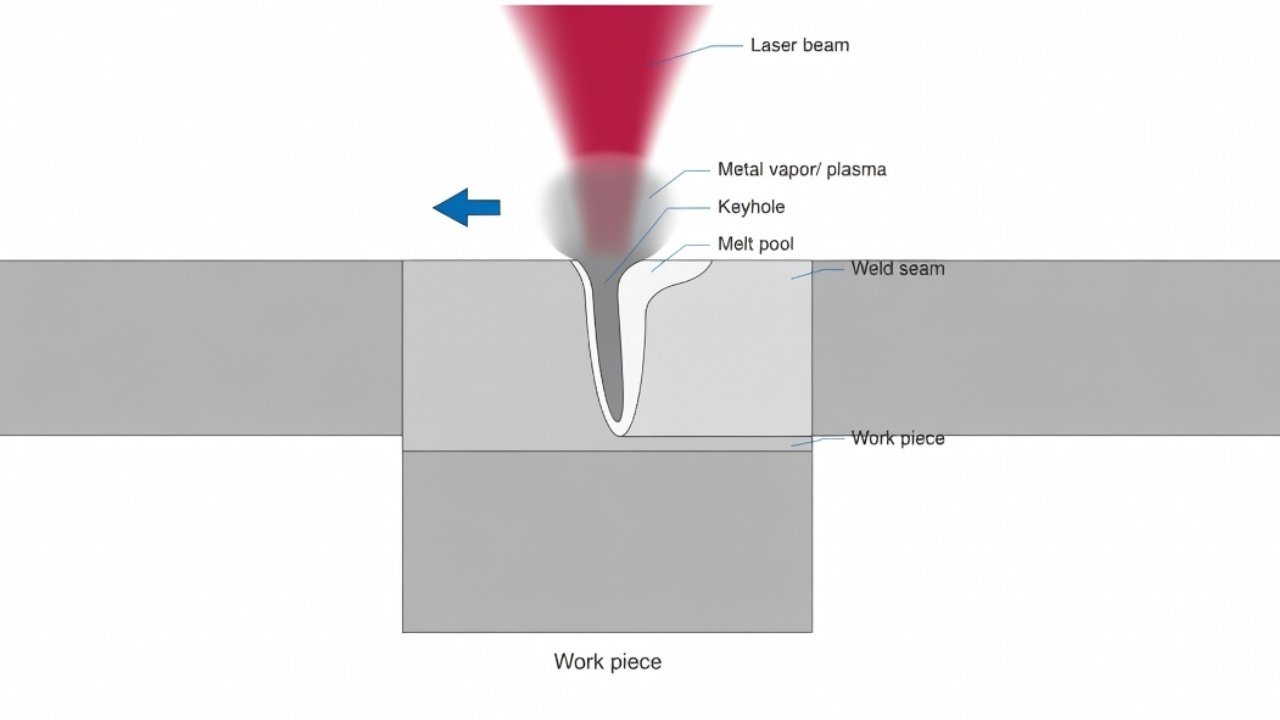
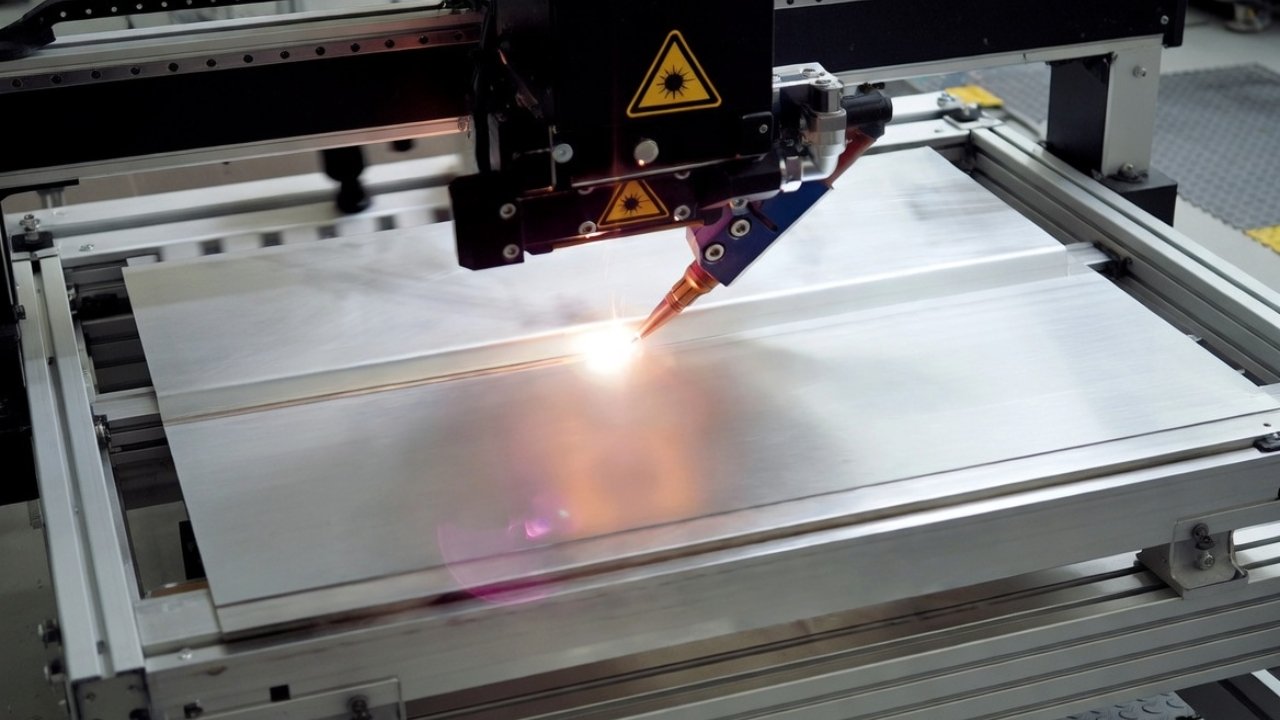
Keyhole Laser Welding
Keyhole welding laser is high power density to deep penetration. It produces vaporized metal and generates a stable keyhole in the process of welding. This technique enables quicker welding and can be used on thicker materials. It produces deep welds but can present porosity hazards at times. You get good joints but must be well controlled.
Conduction vs Keyhole Welding
Feature | Conduction Welding | Keyhole Welding |
Power Density | Low | High |
Penetration Depth | Shallow | Deep |
Speed | Slower | Faster |
Weld Appearance | Smooth | Narrow & Deep |
Heat Affected Zone | Small | Slightly Larger |
Spatter | Minimal | Possible |
Applications | Thin sheets | Thick materials |
Types of Lasers Used in Welding
Fiber Lasers (Most Common in 2026)
Modern welding is dominated by fiber lasers that are highly efficient and can be controlled in terms of beam. They deliver via fiber optics, are low-maintenance and guarantee industry productivity. You achieve uniform quality of welds with wide use of manufacturing worldwide.

CO2 Lasers
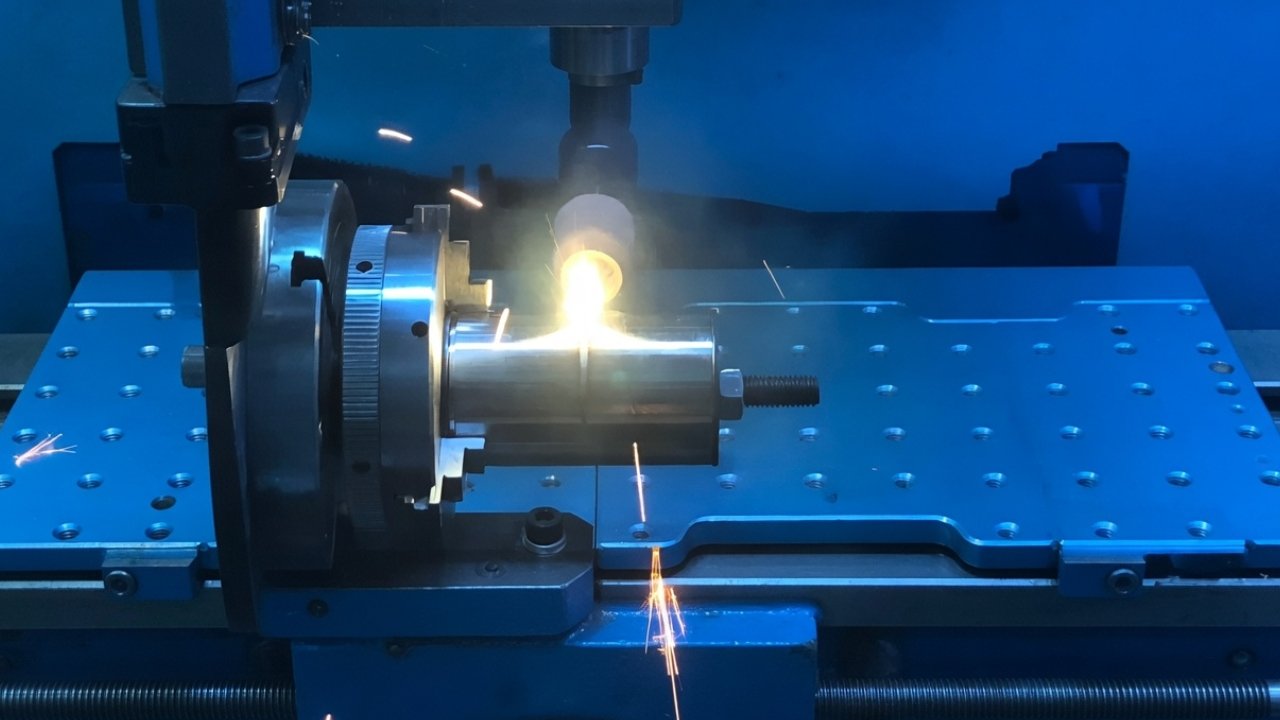
One of the first industrial welding lasers was CO2 lasers which found wide application in the manufacturing industry across the globe. The quality of the beam is less and they can not be delivered via fiber. Suit rotating workpieces need high maintenance and are usually required.
Nd:YAG Lasers
Traditional solid-state systems are Nd:YAG lasers that are commonly employed in precision welding operations and repair. There are fiber compatible designs, although the efficiency is still low at about five percent level. Now used in repair work and in high precision work.
Diode Lasers
The diode lasers are highly efficient with low beam focus quality in the welding systems. Welding of plastics and industrial use are common today and favored. Not as suitable in deep metal welding operations in general.
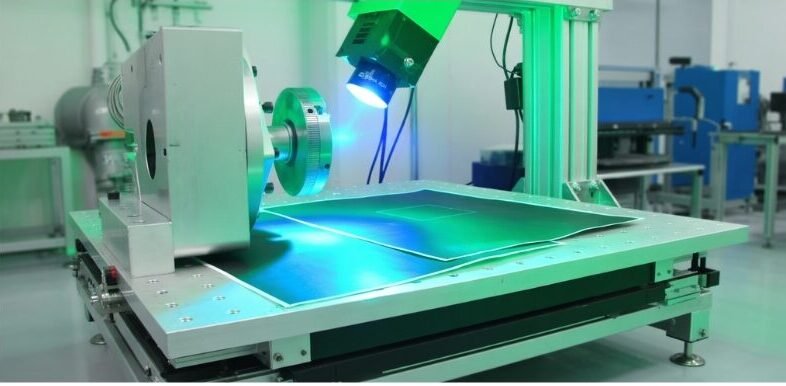
Blue & Green Lasers
Blue and green lasers are optimized for copper absorption in welding applications in industry. They provide better energy coupling but have limited power availability currently levels. The new technology that is predominantly utilized today in the electronics manufacturing process.
Laser Types Overview
Laser Type | Efficiency | Beam Quality | Key Strength | Main Use |
Fiber Laser | ~30% | Excellent | Precision & speed | Industrial metal welding |
CO2 Laser | ~20% | Moderate | High power | Thick materials |
Nd:YAG | ~5% | Moderate | Flexibility | Repair welding |
Diode | ~40% | Low | Energy efficient | Plastics |
Blue/Green | ~10% | Developing | Copper absorption | Electronics |
Advanced Laser Welding Technologies
Adjustable Ring Modes
Adjustable ring mode divides laser energy to core and ring areas. This preheats outer area and also enhances overall weld pool control greatly. Less spatter is formed, and stability is enhanced, assisting you in getting cleaner and more consistent industrial welds outcomes.
Laser Beam Oscillation (Wobbling)
In welding, oscillation of the laser beam is controlled by wobbling movement in order to achieve more precision. It improves the quality of seams and minimizes the defects of complex weld joints. It also minimizes porosity when used in deep weld penetration. Improved control in welding dissimilar metals obtained.
Remote Laser Welding
Remote laser welding is a beam delivery system that uses long fiber optic systems. It is popular in robotic automation in automotive production lines. Speed of production and consistency are greatly enhanced by remote systems. Ideal for high volume automotive manufacturing applications systems.
Advantages of Laser Welding
- Extremely small heat-affected zone (HAZ): Laser welding produces extremely localized heating around joint area minimizing surrounding damage. Leading to accurate joints with less thermal effect.
- Minimal distortion and warping: Laser welding applies concentrated energy reducing overall heat input significantly during process. Stable component shapes with no warping problems.
- High welding speed: Laser welding operates at very high processing speeds for production lines. Improves throughput and saves considerable time in the production process.
- High precision and repeatability: Laser beams provide exceptional control allowing precise weld placement in manufacturing processes. Provides the same outcome in repeated welding processes.
- Suitable for automation: Laser welding integrates easily with robotic automated manufacturing systems efficiently implemented. Favors constant manufacturing with minimum human involvement necessary process.
- Enables lightweight component design: Precise welding allows thinner materials while maintaining strong structural integrity overall performance. Favors optimized designs in minimizing weight production of components.
- Improved mechanical properties due to controlled heating: Controlled heating improves weld microstructure resulting in stronger mechanical properties overall durability. Improves performance of components in terms of strength and fatigue resistance.
- Reduced post-processing requirements: High precision welding reduces need for extensive finishing operations after welding. Reduces overall production costs and saves time efficiency.
- High-quality weld consistency: Laser welding ensures uniform heat distribution leading to consistent weld quality results. Produces reliable joints in mass production environments systems.
Disadvantages and Limitations
- Expensive original equipment.
- Tough safety standards (dangers of laser radiations)
- Needs controlled environment or shielding.
- Difficult large open structures (shipbuilding difficulties)
- Low performance with high-reflectivity without optimization.
- Expert installation needed to adjust the parameters.
Applications of Laser Welding
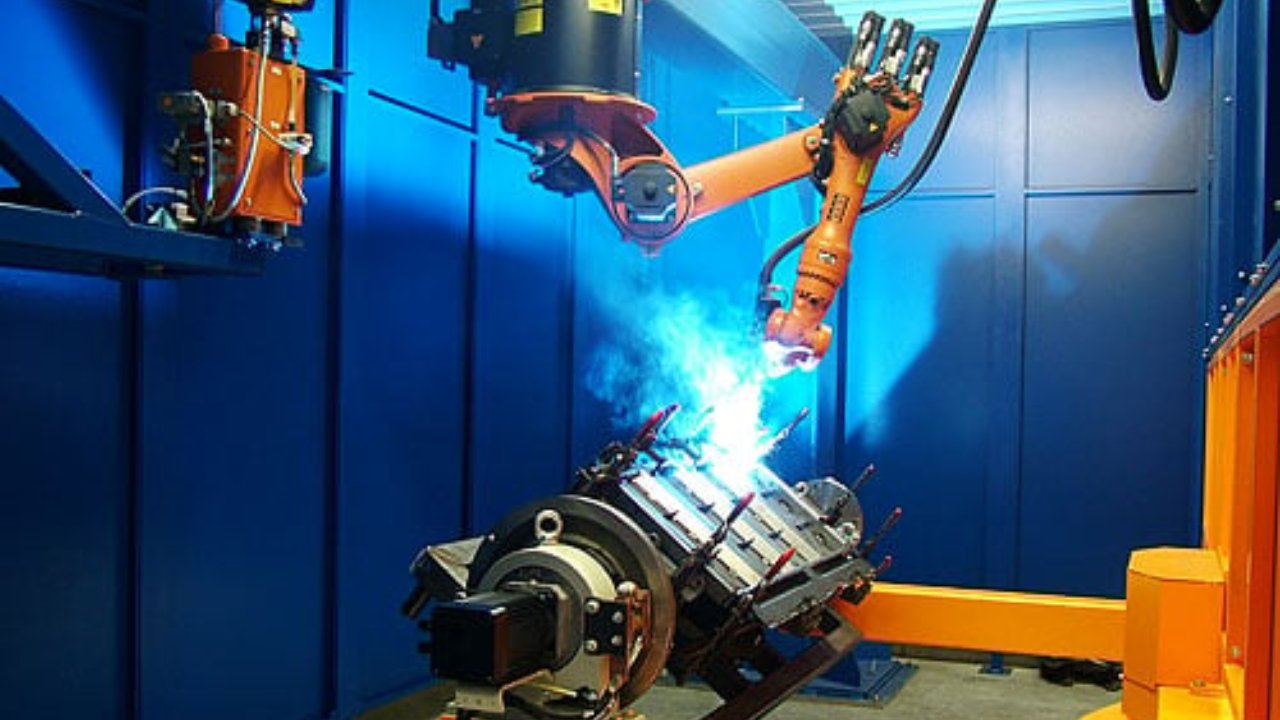
Automotive Industry
Laser welding is also common in the production of automobiles to construct powerful lightweight joints. It enhances the car body frame EV battery packs and lightweight structural assemblies effectively. You get increased accuracy, stability, and lower levels of manufacturing distortion.

Aerospace Industry
Laser welding in aerospace is concerned with lightweight structures of high precision. It guarantees a sound connection of important structural elements and high-tech materials. You enjoy the advantage of less weight, better safety and better aircraft systems design.

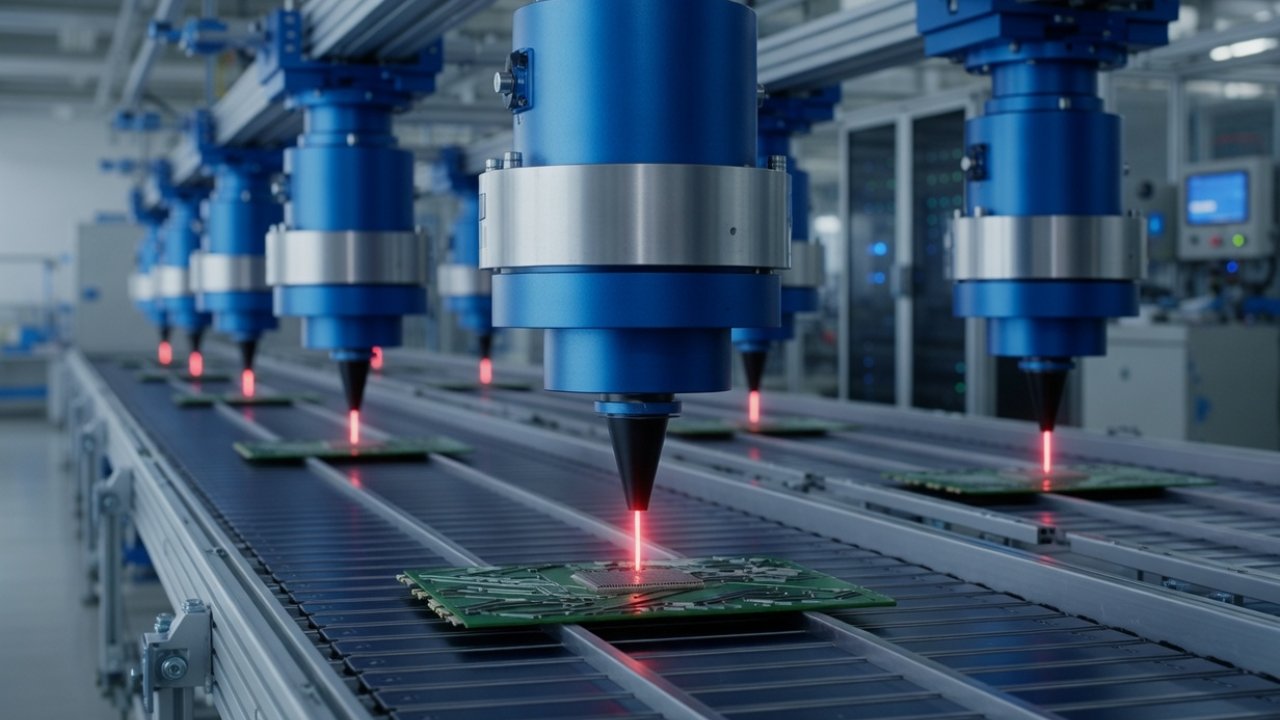
Electronics Industry
Laser welding is also necessary in electronics production of small and fragile parts. It is applied to battery tabs micro components and copper connections in a reliable manner. Strong electrical performance and little thermal damage to parts.
Medical Devices
Laser welding is also applied in the making of medical devices in sterile and precise assemblies. It is best applied in surgical tools implants and miniature medical components. You provide high accuracy of biocompatibility and less contamination in critical healthcare applications environments.

Energy Sector
Laser welding is used in the energy sector in batteries and power electronics. It has extensive applications in the production of EV batteries and fuel cell components. You attain better efficiency and stability in energy systems operations.

Tool and Die Manufacturing
Laser welding finds application in tool and die manufacturing in repairing molds and precision tooling. It makes it durable and repair damaged parts with high precision welding. You lessen the downtime and enhance the tool life with reliable quality of results.

Laser Welding Machines
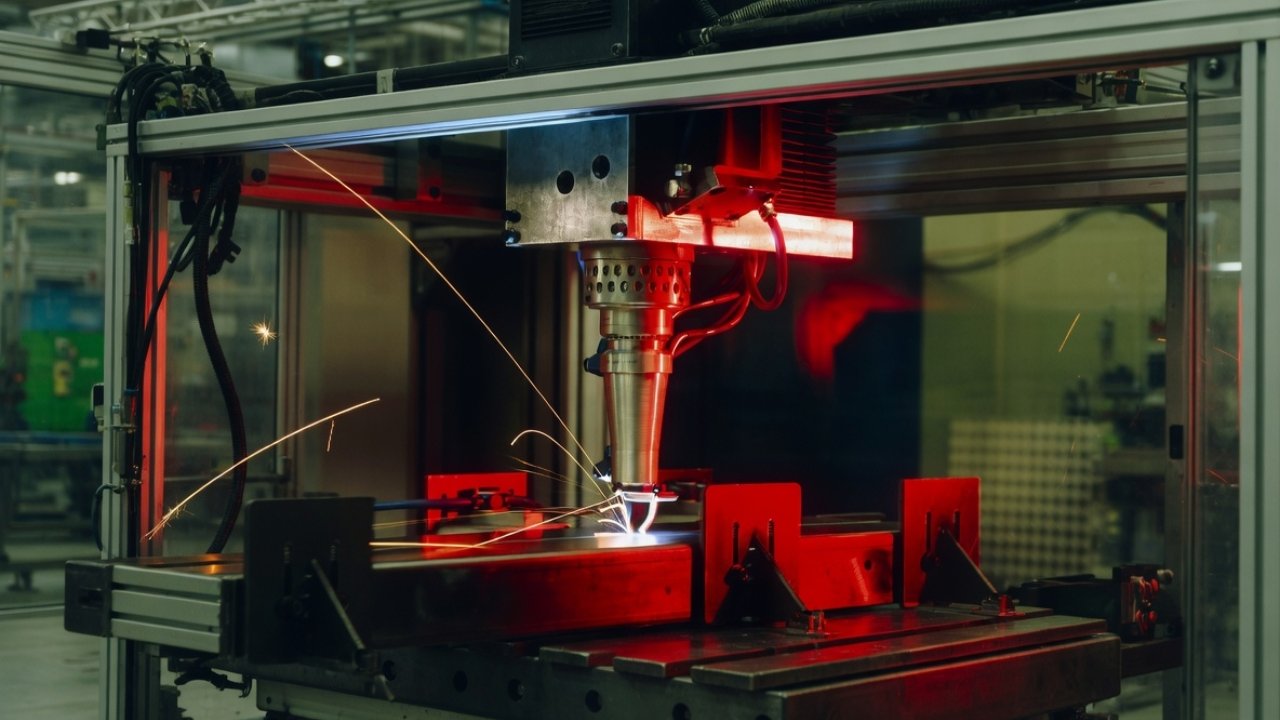
Completely automated industrial systems
Industrial laser welding systems of fully automated systems are very effective in improving precision and productivity operations. They reduce human error and ensure consistent high quality welds always throughout. You have the advantage of shorter production cycles and higher levels of operational efficiency.

Robot-integrated welding cells
Robot-integrated welding cells are a combination of robotics and laser technology that are used in accurate manufacturing processes. They enhance repeatability and minimal downtime in complicated industrial welding operations. Automated welding is more accurately controlled by the operators in terms of precision and safety standards.
Handheld laser welding machines
Small scale industries that require small scale solutions are provided by handheld laser welding machines. They enable operators to make correct welds in small areas with ease. It is possible to have good joints without having bulky fixed equipment installations.

Battery welding machines
Battery welding machines offer portable and energy saving solutions of welding to industries. They are ideal for fieldwork where access to power is limited often. You also achieve quality welds without having to rely on any fixed power supply.

Robotic welding systems
Remote robotic welding systems allow operators to operate welding remotely in a safe manner. They enhance safety by minimizing human exposure to hazardous environments significantly reduces. You enhance productivity with accurate remote monitoring and control systems effectively.
Laser Welding vs Traditional Welding
Factor | Laser Welding | Traditional Welding |
Heat input control | Highly focused, minimal heat spread. | Wider heat affected zone. |
Precision level | Very high precision and accuracy. | Moderate, operator dependent. |
Speed of operation | Fast for mass production. | Generally slower process. |
Automation capability | Easily automated with robotics. | Limited automation options. |
Cost structure | High setup, low operating cost. | Low setup, higher labor cost. |
Weld quality consistency | Highly consistent results. | Variable depending on skill. |
Why Choose Masion for Laser Welding Solutions
At Masion, we offer laser welding solutions with precision focus geared towards addressing the requirements of the present-day manufacturing. Having 17+ years of experience, we assist in enhancing the quality of welds and minimizing such problems as thermal distortion, weak joints, porosity, and cracking. Guided by the international standards such as ISO 9001, IATF 16949, ISO 14001 and FSC, which promote uniform quality, safety, and sustainability. Masion provide tailor-made solutions depending on the type of material, joint, heat control and performance needs to ensure the optimal strength, performance and durability. Supported by robust R&D services and high-volume production, Masion provides dependable and high-performance laser welding products to complex and large-scale industrial needs.
Conclusion
Laser welding is emerging as an important manufacturing technology because it is precise and fast and yields high-quality joints with a minimum amount of distortion. It is also replacing traditional welding in the automotive, aerospace, electronics, and medical devices industries, particularly with continued improvement of fiber laser systems that lead to higher efficiency and automation. With the global adoption ever increasing, Sheetmetalmasion is enhancing this trend by providing the world with the best ISO-certified laser welding technology that is accurate, reliable, and offers cost-effectiveness in production. Having robust R&D and up-to-date manufacturing facilities, Sheetmetalmasion assists industries to obtain uniform quality of the weld, fewer defects and enhanced performance under complicated applications.


