Brushed Metal Finish – The Complete Beginner’s Guide in 2026
Those thin parallel lines on your laptop lid or elevator panel are no coincidence. It’s a conscious design by the engineers to make them both beautiful and useful. This surface treatment is known as a brushed metal finish. Resists fingerprinting, conceals the effects of minor scratching, and precisely controls light reflection. It’s used by the manufacturers in various industries because it can be produced at a competitive price and gives consistent and repeatable results. This article explains what it is, how it works, what it’s made of, how it’s used, what the compromises are, the key design parameters, and more. Read on to discover appealing facts!
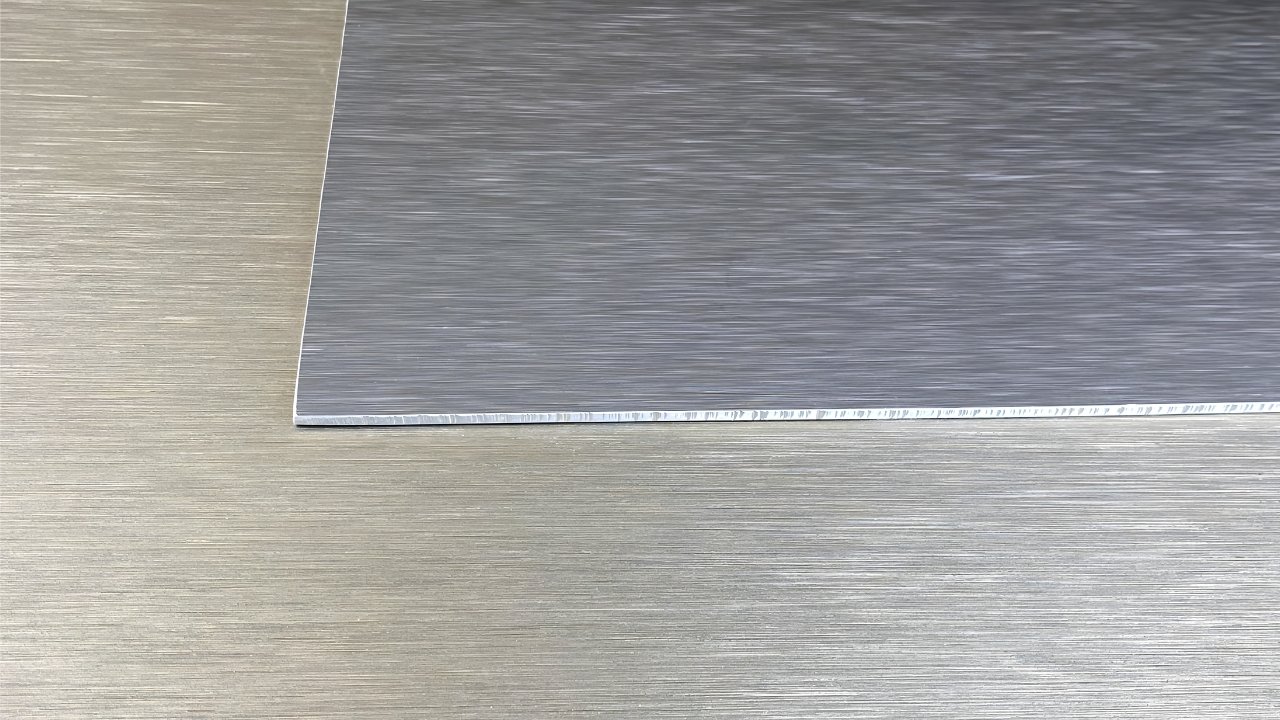
What Is a Brush Finish Metal?
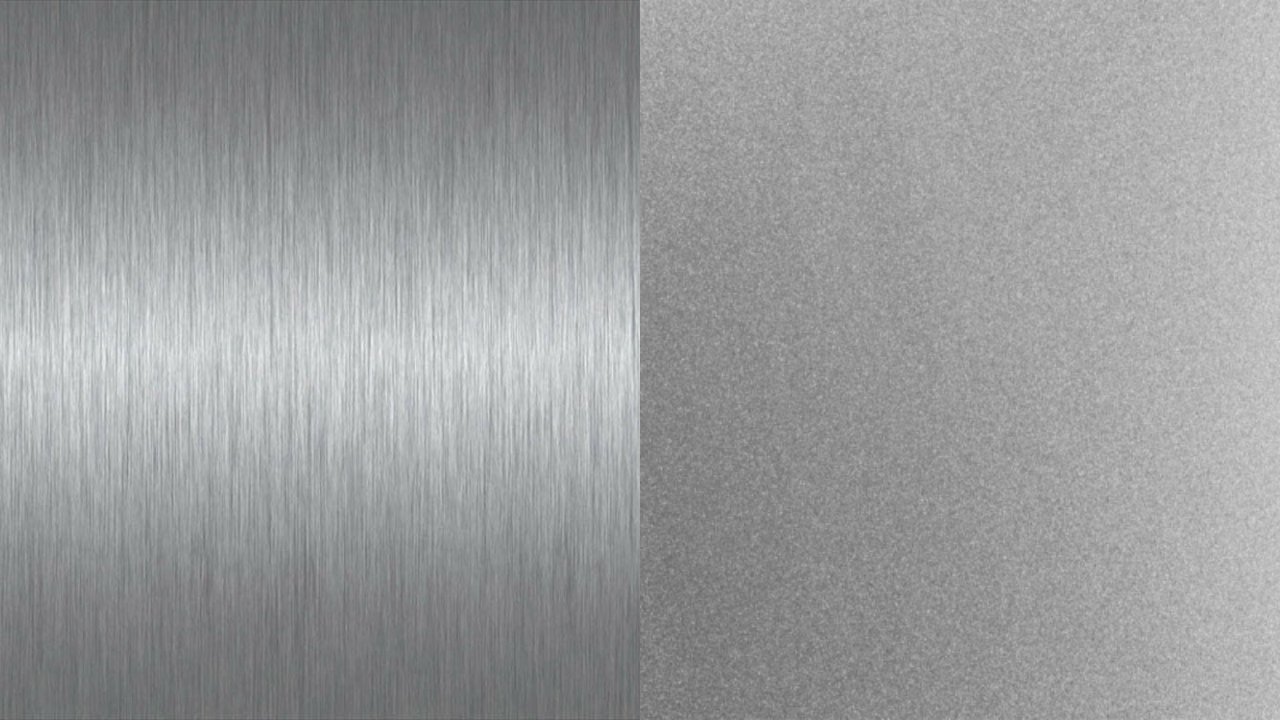
Brushed metal is a surface treatment, not a material. It is produced by manufacturers mechanically abrading the metal in one direction in a controlled pattern. This process results in thousands of parallel micro-scratches that are known as the “grain”. That grain diffuses the light that falls upon it rather than cleanly reflecting it. This is what makes brushed metal look different from a mirror polish. This treatment is used for aluminum, stainless steel, brass, copper and titanium. The surface roughness is normally in the range of 0,4-1,6 μm, depending on the abrasive grit and application technique.

How Brushed Finishing Is Applied – The Manufacturing Process:
You can use Metal brushing as a post-primary forming process. This process includes CNC machining, stamping or rolling. It eliminates tool marks and level surface texture throughout the part. Brushing needs should be considered in the design process, and not after.
Step 1: Surface Preparation
To achieve an appealing brushed metal finish, the first step is surface preparation. In surface preparation, all oils, scales, oxides and burrs must be completely removed from the metal. Deburring is important — burrs snag abrasive belts and make deep, irregular scratches. Chemical wash, clean, degrease, or mechanically deburr to obtain a clean, stable surface suitable for abrasive contact.
Step 2: The Brushing Pass
Choose the tool according to geometry: Belt sanders for flat sheets, rotary heads for profiles. Keep the same speed; if you hesitate, you will see the dwell marks as a result of over-abrasion. Brush pressure should be 2-3 kg/cm2, spindle speed 1500-2000 RPM, and feed rate should be steady to control heat buildup.
Grit Selection and Its Effect on the Surface of Brushed Metal Texture
Grit Range | Texture Result | Ra Value (μm) | Typical Application |
80–180 | Coarse, deep grain | 3.2–6.3 | Industrial machinery, structural components |
240–400 | Medium grain, visible lines | 1.6–3.2 | General manufacturing, enclosures |
600–800 | Fine-grain, satin-like | 0.8–1.6 | Consumer electronics, appliance panels |
800–1200 | Ultra-fine, near-satin | 0.4–0.8 | Luxury goods, decorative trim, watches |
Step 3: Post-Brushing Cleaning and Protection
Brushing produces fine metal particulate; run an immediate wash cycle after brushing. Surface is now chemically active, and the passive layer of stainless steel is completely removed. Even stainless steel will start to oxidize within a few weeks after a brushed metal finish is applied, if it is not treated or sealed.
Brushed Metal Textures/Grain Patterns: Linear, Rotary, and Cross-Hatch
The direction and motion of the abrasive tool determine the character of the final brushed metal textures. Three principal patterns are used across manufacturing, each suited to specific geometries and visual objectives.
A. Linear (Unidirectional) Brushing
Linear brushing results in straight parallel lines throughout the length of a part. Ideal for rectangular panels, housings and architectural cladding. The grain is accentuating the directionality and purposefully extending the visual design. The direction of the grain is clearly indicated on technical drawings, usually parallel to the longest edge.
B. Concentric (Rotary) Brushing
Rotary brushing involves the part being spun against the abrasive, creating circular or sunburst patterns. This is necessary for parts such as dials, medallions, pot bases, etc. When brushing round parts with linear brushes, the resulting pattern is that of misalignment, which is obviously incorrect if the observer is trained in this art.

C. Cross-Hatch Brushing
Cross-hatching is a technique that uses two brush strokes — one in the original direction, one in a direction that’s turned approximately 90 degrees. This creates a dense lattice or diamond pattern on the surface. Functionally, it will enhance the grip on tool handles, control knobs and industrial flooring applications.

Materials: How Different Metals Respond to Brushing
Metal | Brushing Behavior | Visual Result | Common Post-Treatment | Typical Applications |
Aluminum (6061, 7075) | Cuts cleanly; harder alloys work best; soft grades (1xxx series) clog belts | Soft, wide grain; slightly warm tone | Anodizing, clear coat | Electronics housings, CNC panels, architectural trim |
Stainless Steel (304) | Harder than aluminum; needs more abrasive passes; wears belts faster | Tight, defined grain; cooler tone | Passivation | Appliances, enclosures, elevator panels |
Stainless Steel (316) | Similar to 304 but tougher; slightly faster belt wear | Identical to 304 visually | Passivation | Marine, food-grade, medical equipment |
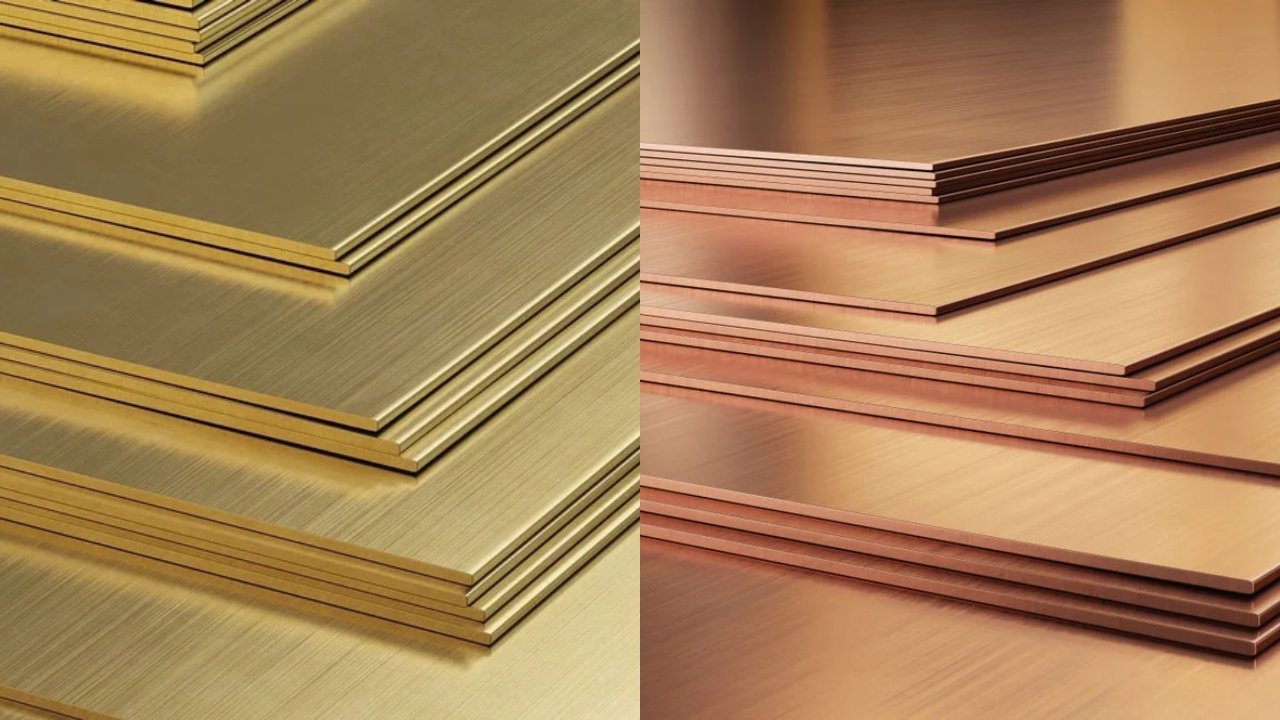
Brass / Copper | Soft, brushes easily; tarnishes rapidly if unsealed | Warm-toned grain; rich metallic | Clear lacquer immediately | Decorative hardware, fixtures, architectural accents |
Titanium | High heat generation; fire/spark hazard without wet sanding; difficult to process | Unique dark grey, premium look | Specialized coatings | Aerospace, luxury goods, medical implants |
Aluminum
Alloys 6061 and 7075 yield clean, crisp grain that is ideal for electronics and machined parts. Pure 1000-series brushed aluminium is sticky, jams belts and distributes unevenly. Brush and then always anodize to maintain the grain, add colour, and to greatly increase surface hardness.
Stainless Steel
Grades 304 and 316 are similar in appearance after they are brushed; use the one that is suitable for the environment. For saltwater, chemical or food processing use, consider using 316 for better corrosion resistance. After a brushed metal finish is applied, both grades need to be passivated in order to regain their full corrosion-resistant characteristics.
Brass and Copper
Both metals are easy to brush and oxidize and tarnish quickly when the surface is not covered. Use clear lacquer right after brushing to set the look for good. Unsealed surfaces will, over time, develop patinas, some intended and some unwanted.
Titanium
Titanium becomes extremely hot during brushed finishing and presents a significant spark hazard that needs special extraction systems. Wet sanding is highly advised to keep cutting temperatures under control. This dark and elegant finish is very appealing in the aerospace and luxury manufacturing industries.

Surface Appearance, Texture, and Functional Characteristics
Reflectivity and Light Behaviour
Specular reflection is the reflection of light from a shiny surface, and it acts like a mirror. In a brushed metal finish, light interacts with the micro-grooves on the surface to produce a diffuse reflection rather than a sharp mirrored one. This provides a gentle, non-blinding illumination. Controlled light behaviour is particularly required for surgical suites, cockpit panels and automotive interiors.
Tactile Properties
Aluminum grain feels soft and velvety to the touch. Stainless steel grain runs sharper and tighter – it is clearly different in your hands. Both finishes provide a subtle grip over a polished finish. This is very important for handles, control panels and precision touch interfaces.
Finger print & Scratch Visibility
Fingerprints are more visible than matte coatings, but less obtrusive than polished surfaces. Scratches were invisibly blended into the existing texture along the grain. Scratches across the grain are, however, prominent. In design, always run the expected wear direction with the grain.
The Anisotropic Effect
Brushing imparts mechanical properties in a direction that can greatly impact fabrication decisions. Bending metal parallel to the grain greatly increases the chances of cracking. Bending across the grain continues to be the safer structural direction. On all technical drawings that contain bend lines, grain direction should be clearly indicated.
Applications Across Industries
Consumer Electronics
High-quality laptop, smartphone and tablet cases around the world are predominantly made using a brushed metal finish. It provides a feel that plastic just can’t match. This finish is the cornerstone of the identities of Apple and Dell. In the electronics sector, a brushed aluminum finish is frequently selected because it communicates precision while also helping hide fine wear marks from daily handling.
Home Appliances
Today, the universal standard for kitchen appliances all over the world is a brushed steel finish on stainless steel. It is used for durability in refrigerators, ovens, and dishwashers. It hides the contact marks made every day and withstands harsh cleaning cycles.
Architecture and Interior Design
Brushed metal is essential to the durability of elevator panels, wall panels and door hardware. The finishes in areas with heavy use, such as airports and hotels, must be able to withstand visual wear. Brushed surfaces also control light reflection, which eliminates disruptive glare.
Automotive Interiors
Low-gloss brushed finishes are often used on dashboard trim, gear shifters and door inserts. This is by design to minimise sun glare on control surfaces, enhancing driver safety. Looks great with leather, carbon fiber and high-quality plastics.
Aerospace Applications
Brushed finishes are added to cockpit panels and cabin fittings to reduce the instrument glare in different directions. Enhanced surface readability directly contributes to pilot decision-making in challenging situations. Select high-performance and luxury aircraft applications use brushed titanium.
Medical and Food-Grade Equipment
Surgical instruments and food machinery must be made of grade 316 brushed stainless steel. It is corrosion-resistant, cleans effectively and covers usage marks for long service life. The ultra-fine grain is essential – larger brushing can allow for the accumulation of potentially harmful contaminants.
Brushed Metal vs. Competing Surface Finishes
Brushed vs. Mirror/Polished
Polished brushed metal finishes require multi-stage buffing, which forms up an additional 30%–50%. Each fingerprint and scratch is readily visible. A brush finish metal can mask imperfections naturally and lower scrap rates. For jewelry and luxury applications, go for polished, and for functional panels and industrial equipment, go for brushed.

Brushed vs. Bead Blasted
Bead Blasting leaves a consistent matte finish and no grain. Brushed finishes are a bit smoother and are easy to clean in one direction. Bead blast (complex geometries) and brush finish (flat panels), where the directionality of the finish is truly desirable.
Brushed vs Anodised / Powder Coated
Powder coating entirely covers the brushed grain with an opaque coating. Anodizing, on the other hand, will retain the grain and impart colour and hardness at the same time. Brushed plus anodized aluminum provides texture, protection and colour all in one. For colour-critical or complex geometry applications, use coating alone.
Design Considerations: Specifying a Brushed Metal Finish Correctly
Define Visible Surfaces First
Usually, only surfaces exposed after assembly need to be brushed. Faces and internal cavities are seldom worth any extra expense. On technical drawings, clearly mark all cosmetic faces.
Specify Grain Direction Explicitly
Always specify the direction of grain on drawings. Assembled panels will show any mismatched grain in a single panel. Make clear notations such as “grain parallel to long axis.”
Specify Surface Roughness (Ra) Value
The term “brushed finish” is not specific enough to be used in technical documentation. Standard industrial surfaces have an Ra value of 0.8-1.6 μm. This is not enough for fine decorative applications, however, which require a Ra of 0.4–0.8 μm.
Consider Part Geometry Carefully
External surfaces with flat surfaces provide the most uniform brushed metal finish results. Deep pockets and tight internal corners are unreachable by abrasives. For inaccessible areas, designate bead blast or coating.
Plan Post-Brushing Treatments Early
Aluminium needs to be anodised or clear-coated, which means there’s a significant lead time. Passivation of stainless steel is fast and is always a specified process. Discuss the special coating requirements for titanium with the suppliers early.
Understand Repair and Maintenance Realities
Spot repairs do not often fit into an existing brushed surface. Sometimes, whole faces have to be re-brushed even if they are damaged slightly. Cross-grain scratches are still very noticeable and are not easy to mask.
Limitations and Trade-Offs
Corrosion Risk Post Brushing
Brushing removes the passive layer of stainless steel and exposes it to rust. If the passivation process is not performed after brushing, corrosion will occur rapidly in humid environments. Anodizing or clear coat sealing is an effective way to protect the aluminum surface from moisture.
Environmental Suitability Restrictions
Bacteria tend to get stuck in micro-grooves on a brushed finish metal, which is why they are not recommended for medical implants. Marine applications require a 316 grade steel and protection, other than brushing. Uncoated brushed surfaces degrade quickly when exposed to harsh chemical environments. Functional Nano-Coatings
Geometry and Access Constraints
Abrasive equipment is not able to reach deep pockets, internal radii, and complex undercuts. With inaccessible geometry, brushing gives a partial and inconsistent finish and cannot be visually accepted. Secondary finishing processes are often needed to achieve a consistent finish on complex part designs.
Health and Safety Hazards
During operation, fine metal particulates are produced when using a brush that can cause severe respiratory risks. Aluminum dust is flammable and may be explosive under some concentrations. Operationally, wet sanding or high-efficiency dust extraction systems are therefore essential.
Production Consistency Challenges
A streaking, dwell marks and colour variation occur due to worn belts and inconsistent feed speed. Production batches are not equal in terms of visual finishes because of the unequal pressure. Continuous monitoring of the belt and strict monitoring of process parameters are still non-negotiable quality requirements.
Innovations and Emerging Trends
CNC-Controlled Brushing
CNC brushed metal finishing technology now digitally controls brushing depth, direction, and pattern with exceptional precision. This allows the development of grain geometries other than the typical linear ones. Logos and functional markings are etched in without causing interruption of the overall texture of metal brushing surfaces.
Colour-Enhanced Brushed Finishes
Today dark brushed stainless steel and rose gold aluminum are the new standards in product aesthetics. Controlled anodizing or electrochemical tinting is applied after brushing to create a unique colour. The original grain texture is fully retained, making these finishes popular in architectural design.
Functional Nano-Coatings
Anti-fingerprint coatings applied over a brushed finish metal significantly reduce daily maintenance requirements. Hydrophobic and self-cleaning nanocoatings are actively being developed for applications that are public-facing. These coatings provide a useful increase in the useful life of brushed finishes in harsh environments.
Integrating with Smart Surfaces
Embedded sensors and touch-interface equipment hardware have been seamlessly integrated with brushed metal. Signal transmission is only slightly affected and thus this can be used for user interfaces in industry. Brushed metal surfaces are being used more and more on haptic feedback panels, both for their functional and aesthetic benefits.
Conclusion
A brushed metal finish is a conscious engineering choice, not a cosmetic finish. It is still a great proven solution for high-touch, flat or tubular geometry. For complex geometry or a sterile environment, careful evaluation of alternatives is required. When the specification is made (Ra value, grain direction, post-treatment), no ambiguity exists, and no money is spent on production errors. The base is the quality of the machining; if the tool paths are poor, then it will be evident in the brushing. With the development of CNC brushing, nanocoatings, and colour-enhancing finishes, brushed metal will find its way into smart surfaces and architectural innovation. If set up properly, it can provide long-lasting, repeatable, and impressive results in practically all manufacturing areas.
FAQs:
How durable is brushed nickel finish against corrosion & scratches?
Brushed nickel offers good corrosion resistance and moderate scratch resistance. The textured surface hides minor wear, but strong abrasives or harsh chemicals can damage its protective coating over time.
Can brushed steel metal be re-polished after surface damage occurs?
Yes, brushed stainless steel can be refinished using abrasives to restore the grain pattern. However, deep scratches may require professional re-brushing and re-passivation to maintain corrosion resistance.
Can aluminium brush finish be anodized or coated further?
Yes, brushed aluminium can be anodized or coated after finishing, making it one of the more versatile options within the brushed metal finish category. Anodizing improves corrosion resistance, while clear or nano coatings enhance durability without significantly altering the brushed texture.


