Copper Bending – Everything You Need to Know in 2026
What is Copper Bending?
Bending Copper is the process of plastic deformation of copper parts into a new shape in a controlled manner. It is a permanent geometry change, without cutting or joining parts. Bending is used to create accurate curves with continuity, for use by the manufacturer. It’s based on the ductility of the copper to prevent cracking under stress. Uniform radius and consistent wall thickness after forming are achieved through proper tooling.
How Copper Changes During Bending
In the bending of copper, the outer wall is stretched, and tensile forces are predominant in the deformation zone. The inner wall, at the same time, undergoes compression, with shortening of the fibres and effects of local densification of material. The neutral axis is almost strain-free and has compression and tension evenly distributed across the section. Material flow re-distributes copper internally, and the uneven bends may cause the cross-section distortion risk. Bending can also cause work hardening, which changes the structure of the grains and raises the hardness in the area.
Is Copper Easier to Bend Than Many Metals?
- High Ductility: Copper has high ductility, allowing it to stretch without breaking under stress easily. Soft metallic bonding enables copper to be easily formed mechanically.
- Excellent Malleability: Copper is extremely malleable, which means that it can be hammered into a thin sheet. This property helps to minimise cracking and facilitates shaping in industrial fabrication work processes.
- Good Elongation Properties: Copper has good elongation properties so that it can be deformed extensively without an inherent failure. Copper is able to retain its integrity under mechanical stress applications widely due to the sustained stretching that occurs during bending.
- Less Forming Force: Copper needs less forming force than steel or stainless steel materials. This saves energy and makes it easier to shape during manufacturing processes, improving overall efficiency.
- Thermal Conductivity Advantage: Copper’s excellent thermal conductivity helps to promote uniform heating during annealing operations, which enhances. This increases softness and allows for repeated bending and reshaping of copper without harming it.
Copper Types – You Need to Know Before Bending
Copper Annealed (soft copper)
Today, soft annealed copper is the most bendable of the copper types. It is widely used in HVAC refrigeration and flexible plumbing systems installations. It is a favourite of beginners because it can be bent with ease, without the need to heat or use tools.

Hard Copper
Hard-drawn copper is a stiff material that has a high strength and a lower flexibility level. It is generally used in fixed plumbing lines and structural piping systems installations. Copper bending requires a careful forming process with the use of proper bending tools and, in some cases, annealing.

ACR Copper Tubing
ACR copper tubing is designed for air conditioning and refrigeration applications with precision. It has clean interior surfaces to assure consistent performance in refrigerant flow. System efficiency and the absence of contamination are ensured by careful handling during the installation process steps required.

Copper Alloys Occasionally Bend
It can also be said that brass, bronze, cupronickel and other copper alloys involve controlled bending techniques. There is a difference in strength, flexibility, and resistance during bending processes in each alloy, where applications are different. With the proper understanding, safe forming and effective prevention of material damage or failure issues can be achieved.

Copper Types and Bendability
Copper Type | Temper | Bendability | Typical Uses | Beginner Friendly |
Soft Annealed Copper | Soft | Excellent | HVAC, refrigeration, coils | Excellent |
Half-Hard Copper | Medium | Moderate | plumbing runs | Moderate |
Hard Drawn Copper | Hard | Lower | rigid plumbing | Lower |
ACR Copper | Usually soft/coil | Excellent | air conditioning/refrigeration | Excellent |
Copper Alloy Tubing | Varies | Moderate | industrial systems | Moderate |
The Applications of Copper Bending
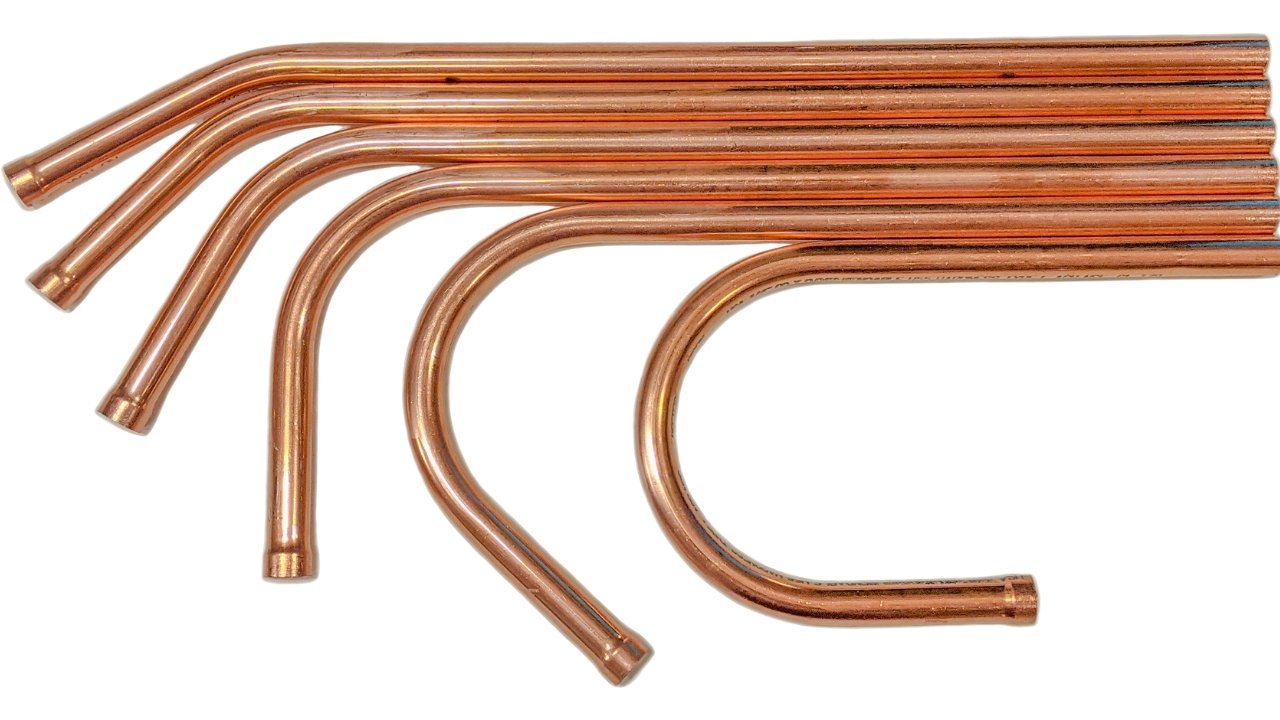
Plumbing Systems
In the field of plumbing, the bending of copper allows water supply lines to be installed in a compact area and with fewer joints, while still being effective. It minimises fittings, optimises flow, and provides reliable, tight installations in residential and commercial systems.

HVAC and Refrigeration
Copper bending is necessary for the lines in HVAC refrigerant systems, condenser connections, evaporator assemblies, and compressor lines. Reliably provides efficient cooling performance, smooth flow and durable routing in complex refrigeration systems.
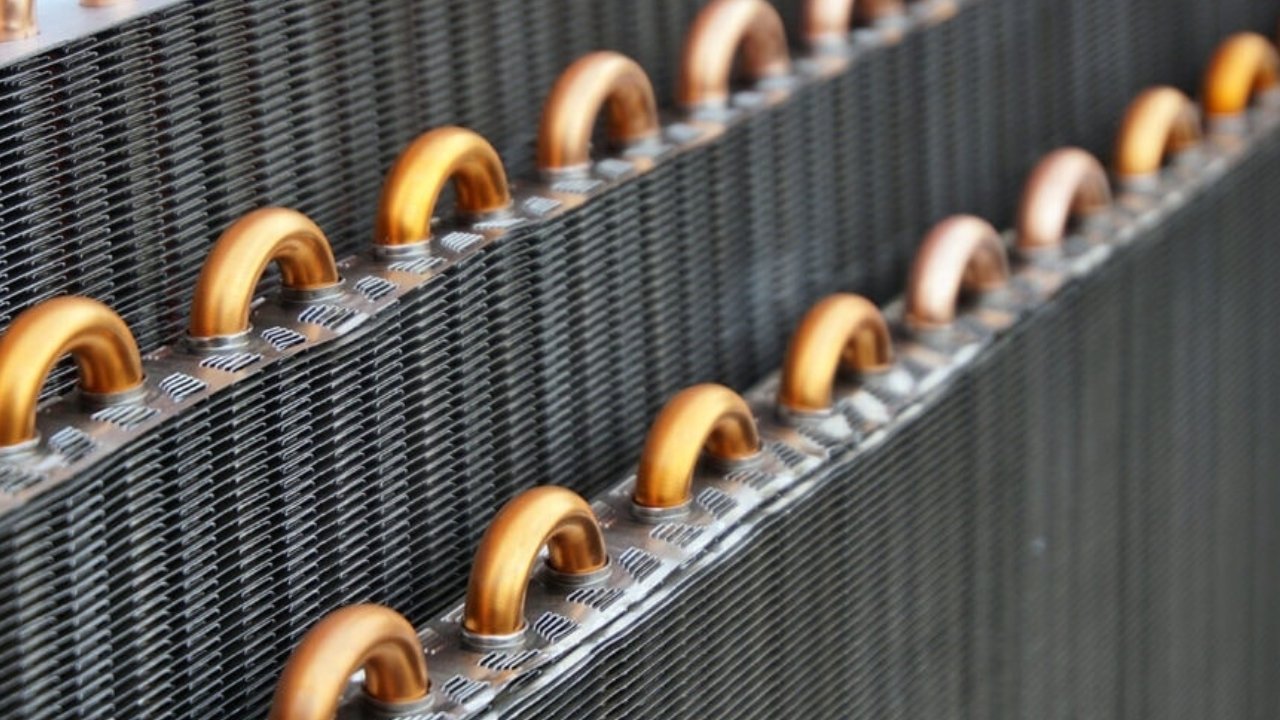
Heat Exchangers
Bending of copper is utilised in the production of coils in heat exchangers, and the use of precise serpentine bends in systems is highly efficient. This enhances thermal exchange effectiveness and efficiency of heat transfer in industrial applications that work continuously.
Automotive
The process of bending copper is used in automotive systems for brake lines, fuel delivery tubes and cooling lines. It increases safety, durability, and reliably maintains a steady fluid flow in vehicle operating conditions.

Industrial Systems
Bending of copper is a widely used process in industrial systems for hydraulic lines, instrumentation tubing, and chemical transfer systems. Industrially, it offers accurate routing, corrosion resistance and safe conveyance of fluids in extreme conditions.

Copperwork for decoration and architecture
The bending process is applied to the design of furniture, lighting fixtures and visible piping for decorative purposes. It looks aesthetically pleasing, lends to innovative designs and can perfectly complement contemporary architecture.

Basic Copper Bending Science Beginners Should Understand
Bend Radius
The radius of the curve along the centre line of a tube when it is bent accurately overall is called the bend radius. The larger the radius, the less stress and the better the roundness will be maintained safely under service conditions for a wide diameter.
Minimum Bend Radius
Minimum bend radius (MBR) is the smallest radius that copper tubes can bend safely without damage or collapse. This will avoid cracking, flattening and early structural weakness during forming operations and use, when following the manufacturer’s guidance.
Springback
Copper has a tendency to spring back, opening up a bit after it has been bent, and fully opening up after the forming ends. Benders compensate by overbending slightly so that after relaxation has taken place, the desired final angles are achieved.
Wall Thinning
Wall thinning is the term used to describe when the outer copper fibres are stretched too far during the bending process, and the wall is bent away from the fibre direction. Controlled tooling ensures a minimum thickness loss and a pressure handling strength, which is reliably maintained throughout the long service life.
Wrinkling
Under pressure loads, the inner tube walls “wrinkle” when the bends are tight. A good support tooling will avoid folds and ensure that the internal flow paths are smooth during operation and service.
Ovality
Ovality occurs when the cross-section of a round tube becomes oval during a bending operation, and it commonly occurs. Ovality reduction ensures long-term reliability of fit and uniform fluid flow through connected systems.
Work Hardening
Work hardening makes copper stronger yet less ductile after deformation from bending operations repeatedly performed. Cracking is a risk with repeated bending unless the forming stresses are controlled between each bend appropriately.
Annealing
Annealing gently warms copper in copper bending to recover the softness and full bending ability for a second forming. This removes the internal stresses and minimises future cracking to a great extent during subsequent bends and use.
Common Bending Problems, Causes, and Fixes
Problem | Main Cause | What Happens | Prevention |
Kinking | No support during bend | Sharp collapse | Use spring/bender/filler |
Flattening | Tight radius | Reduced flow area | Increase radius |
Cracking | Work hardening / aggressive bend | Structural weakness | Anneal / bend slowly |
Wrinkling | Compression instability | Internal folds | Better support tooling |
Ovality | Poor die support | Tube loses roundness | Correct tooling |
Surface scoring | Dirty dies/tools | Cosmetic + corrosion risk | Clean tooling |
Copper Bending Tools
Hand Bending
Hand-bending is ideal for soft copper for simple repair and quick installation on-site. But it has the disadvantage of not being as precise or consistent in many real-world applications for thick-tube bends.

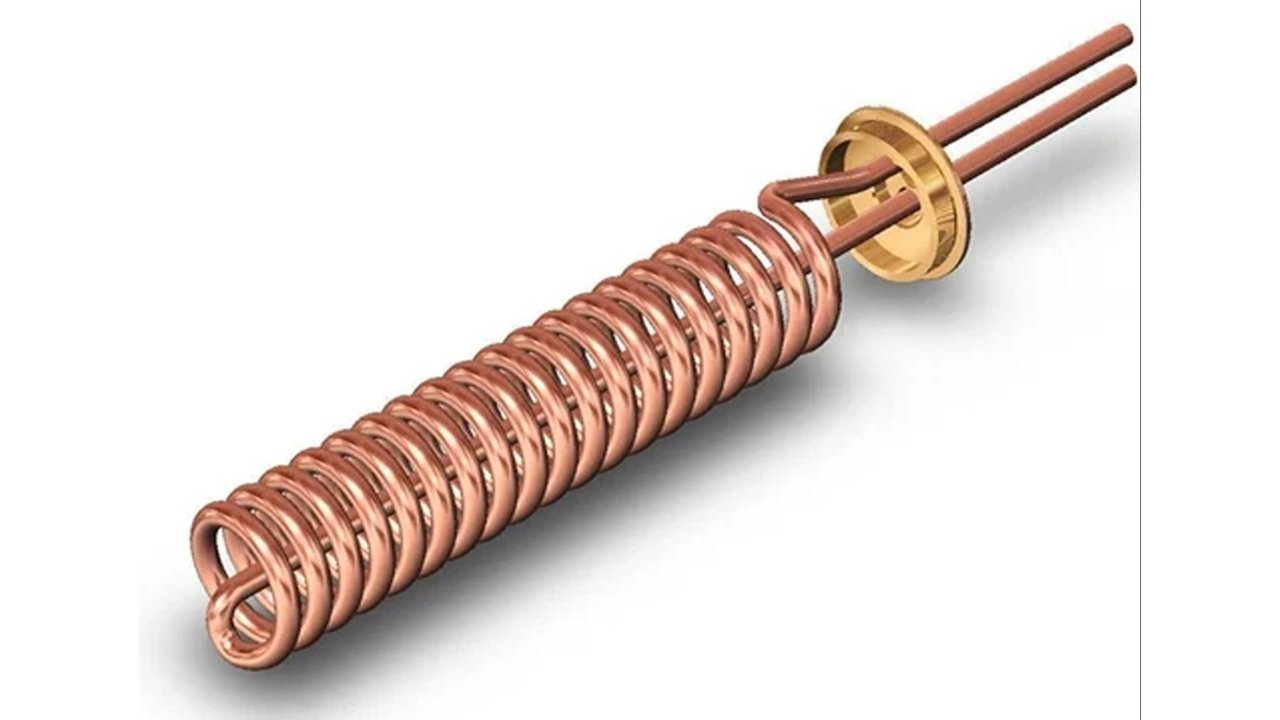
Internal Bending Springs
The internal bending spring is a copper pipe bender that keeps the walls of the pipe from collapsing safely when the copper pipe is manually formed. Matching spring size guarantees smooth curves and internal diameter integrity for each bend.

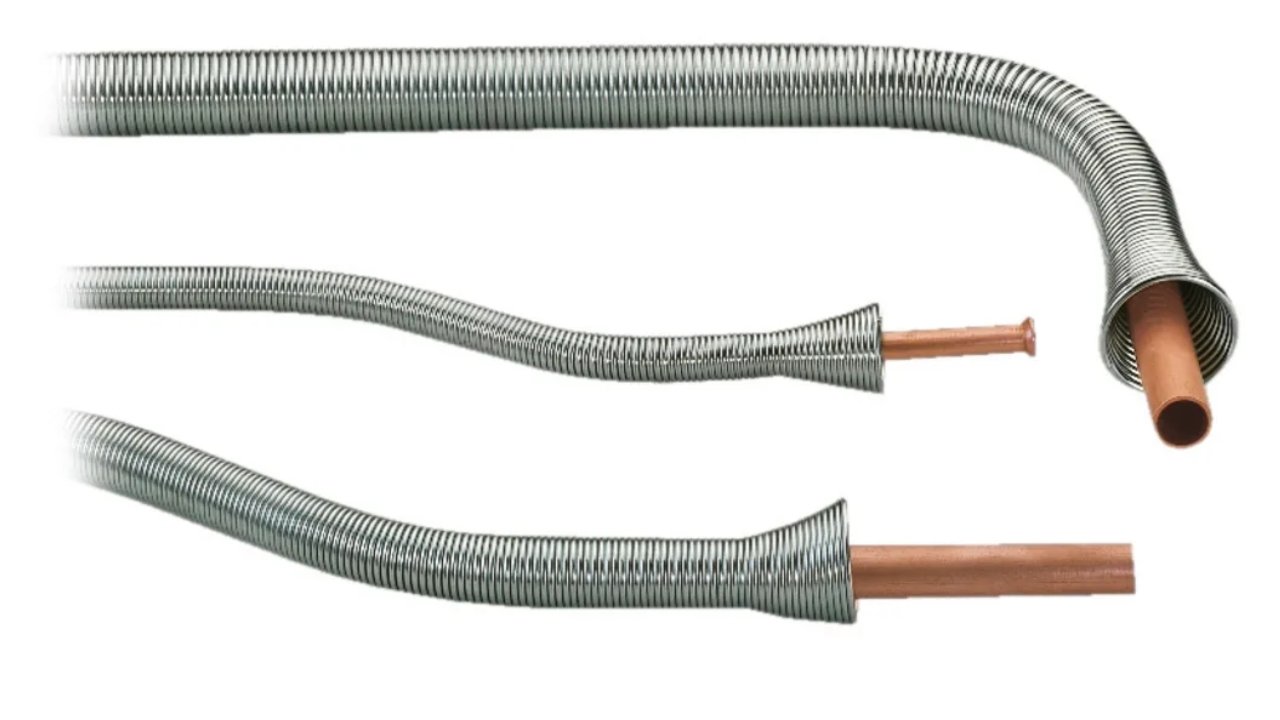
External Bending Springs
External bending springs wrap outside the tubing, resisting flattening on exposed bends during manual shaping well. They are most effective when internal access is not available or is not often achieved by the installers.
Lever-Type Copper Tube Benders
Lever-type tube benders provide a bit of control for the beginner and can be used to make accurate bends in copper tubes without much difficulty. Their angle guides help to eliminate the time-consuming measurement errors that can be very expensive when repeated in shop work, and help to improve consistency.

Ratchet Tube Benders
Ratcheting tube benders increase the force; this makes larger copper diameters more manageable for users by a lot. They also create repeatable bends on a more consistent basis today, with reduced operator fatigue when performing multiple bending operations.

Rotary Draw Benders
Rotary draw benders consistently apply tubing to dies for an outstanding bending accuracy and finish. They reduce distortion to a minimum as they form precise radii for challenging copper applications and installations safely every day.

Mandrel Benders
Mandrel benders are used in the bending process to make sure that tubes do not collapse and wrinkle, as they have internal support during the bending process. They help to get the thin-wall copper to flow smoothly through the tightly bent sections, without any problems.

Hydraulic Benders
Hydraulic benders are capable of efficient bending of thick and large copper tubing today with powerful force. They save labour and, at the same time, always guarantee a reliable bend quality in heavy industrial jobs.

CNC Tube Bending Machines
For complex copper bending, CNC tube bending machines can achieve high precision and repeatability in the bending sequence. They increase production speed and minimise waste and setting errors in high-volume production environments in a significant way.
Supporting Equipment
- Deburring Tool: Deburring tools eliminate sharp metal edges, enhancing the safety, surface finish and accuracy in assembling components during the fabrication process.
- Measuring Tape: Measuring tapes offer accurate measurements and ensure consistency, cutting down on fabrication measurement mistakes and expenses.
- Marker: Marker is used to provide a visible layout line to ensure accuracy in cutting, drilling, bending and other manufacturing processes.
- Angle Gauge: Angle Gauges are used to check the accuracy of bending, ensuring that the orientations are correct and avoiding dimensional deviations in metalworking operations.
- Lubricant: Lubricants are used to decrease friction and the generation of heat, which not only prolongs the life of the tools but also improves the performance of machining and forming.
- Gloves: Protective gloves will protect hands from abrasions, sharp materials, chemicals and accidental contact while performing fabrication procedures.
- Eye Protection: Eye protection will keep flying debris, sparks, dust and hazardous particles from injuring eyes during metalworking tasks.
How to Bend Copper Tube by Hand (Beginner Method)
Small copper tubes can only be bent by hand for simple jobs. It is most effective when precision tools are not needed or available, at times.
Choosing the right Soft Copper
Use annealed copper as it will bend easily without cracking when pressure force is applied. Hard copper is not easy to bend and can often only be bent with special bending tools or is altogether unsuitable.
Measuring and Marking
Always measure the length of copper before attempting any bending operation. Clearly mark points for accurate bends and correct alignment prior to moving on.
Supporting the Tube
Stabilise copper during the bending process by using hands or a soft support. Dents are avoided and the tube shape is maintained throughout the entire procedure carefully with proper support.
Applying Gradual Pressure
Use slow steady pressure, prevent sudden deformation of copper material damage. The bending is done gradually to ensure the structural integrity and smooth formation of the curve is kept in the whole process.
Checking Angle Continuously
Check the bending angle frequently to ensure accuracy in the shaping step. With continuous monitoring, one can realise the precise curves without the over-bending problem, which is a common beginner mistake.
Avoiding Sharp Force
Do not use force because sometimes it can permanently harm the copper structure. Smooth bending and no unwanted surface cracks during the shaping stage, thanks to handling.
Inspecting Final Shape
Carefully check the final shape for correct bend and alignment accuracy level. Adjust as necessary to provide the desired functional performance and proper fit.
How to Bend Copper Pipe with a Spring Bender
The following is a step-by-step guide on how to bend copper using a spring bender.
Deburr
Round the sharp edges of the copper pipe with a deburring tool. This not only ensures safer and more accurate bending results overall, but it will also prevent the spring from being damaged and make it easier to insert.
Mark Bend Point
In copper bending, using a measuring tape and marker, mark the bend point. Today, accurate marks are still effectively used to guide the positioning of the work and control the angle accurately, and to reduce the waste of materials in the process of fabrication.
Insert Spring
Carefully push the spring bender completely over the marked area. Proper positioning helps to support walls, to avoid collapse and to distribute pressure evenly over the tube when bending.
Support Evenly
Grasp the pipe evenly with both hands in the vicinity of the spring. Balanced support ensures proper alignment, prevents kinking and allows for smooth curves throughout the bending process.
Bend Slowly
Use slow pressure to bend copper and avoid sudden stress. Slow bending will reduce damage to pipe integrity and enhance the final shape accuracy to ensure reliable installation performance later.
Remove Spring
Carefully twist and remove the spring after bending copper pipe. Because of the gentle removal, no scratches are left on the surface, and the finished curve is maintained for a clean, professional look at all times.
Inspect
Check the bent copper for flattening, cracks or marks carefully. Quality, safety and long-term durability are confirmed with careful inspection for demanding plumbing applications and service.
Verify Angle
Use a template or protractor to verify the bend angle. To facilitate future connections and ease of maintenance, verifying the angle is necessary to ensure fit, alignment and installation efficiency.
How to Bend Copper with a Lever Tube Bender (copper tube bending tool)
The lever tube bender consists of the handle, die, clamp and pressure shoe assembly. These components help to distribute the pressure of the force in a controlled manner to achieve precise copper tube bending results with each and every bend.
Match the tool size
Choose the correct copper bender die outer diameter for the copper tube precisely for better fitting. Properly sized tubes will not collapse and are easily bent without risk of damage to the structure.
Marking the centre of the bend
Measure and mark the copper tube centre point using an accurate bending allowance calculation method for copper bending. In a practice workshop, proper marking will prevent misalignment and repeatable bend geometry.
Positioning in Die
Carefully push the tube into the groove, making sure that the mark is centered over the reference line. Correct positioning prevents wrinkling and uniform bend radius in the process stability.
Locking Tube
Firmly hold the tube in the clamp and apply the bending force slowly, step by step. The correct locking will prevent the slipping and guarantee the curvature of each lever cycle.
Controlled Bend Execution
Slowly start the smooth copper bending action by applying steady pressure on the lever arm. Prevent jerky movements for a uniform bend radius; the tube will bend if movement is jerky.
Reading Degree Marks
Carefully monitor the exact bend angle formation with the use of a degree scale on the bender. When the required angle is reached, stop bending for the accurate installation fit and final alignment.
Removing Tube Safely
When bending, it is important to release the clamp slowly to prevent injury from the sudden spring back of the tube. Care must be taken when handling bent copper to avoid deforming or scratching its surface during removal.
Inspection Checklist
Carefully inspect for bend smoothness, radius consistency and surface integrity after removal. Check dimensions to specification and make sure there are no cracks or flattening prior to use.
Step-by-Step Professional Copper Bending Process
Check copper surfaces for cracks, oxidation, hardness and cleanliness prior to bending. This guarantees a dependable forming quality and avoids pricey production defects in bending operations.
Dimension Verification
Check length, width, thickness and tolerances with engineering drawings prior to set-up. Proper dimensions ensure that the proper tooling is selected, and the end part fit is correct every time.
Bend Calculation
Prior to bending, use accurate formulas to determine bend allowance, radius, springback and developed length. Accurate calculations minimise waste and provide consistent angles for each and every batch of production efficiently.
Tool Selection
Choose the correct dies, mandrels and bending machines for copper grade and thickness. Controlling the deformation, surface finish and crack formation during forming operations is performed by suitable tools.
Setup
Secure tooling, set up the machines and set the copper in place for bending. Correct setting guarantees repeatability, reduces handling errors and helps to ensure safe and efficient production processes.
Test Bend
Do a test bend to ensure angle, radius and surface quality. Testing verifies the accuracy of the setup, helps find adjustments early and helps ensure complete production consistency later.
Production Bend
Feed approved copper through the machine at a controlled speed and pressure. Production bending, which is stable, ensures dimensional accuracy, maintains finish and guarantees repeatable results.
Inspection
Inspect finished bends carefully for angle accuracy, wall integrity and surface defects. Inspection checks specifications, structural integrity, and identifies nonconforming parts before shipment on time.
Some of the Most Frequent Errors for Bending Copper Made by Beginners
Bending Too Fast
Copper tube beginners tend to bend too quickly at first and end up damaging the tube. Copper pipe structure is often damaged by kinks resulting from quick bending, which also decreases accuracy.
Too Tight Radius
Copper Tubing with a too-small radius leads to stress points during the copper bending process. Sharp bends affect flow efficiency and cause the pipe structure to be permanently changed over time.
Wrong Tool Size
The wrong size of the tool causes the copper pipe to be unevenly deformed. With proper tooling, smooth bends can be produced, and there is no danger to the structure during the work process.
Re-bending Same Area
The re-bending of the same copper section weakens the material, and the integrity of the strength is lost. Repeated adjustments cause cracks and make the tube unreliable for applications over extended use.
Skipping Deburring
Often, if deburring is not done, sharp edges can seriously damage fittings and joints. Good deburring will enhance connection quality and reduce leakage in copper systems and overall reliability.
Ignoring Work Hardening
Copper becomes hard and unable to bend repeatedly and properly after being work-hardened. This effect is not taken into account, resulting in cracks and failure during the installation under pressure load.
Incompatible Support
Tube collapse can be caused by a lack of support, and bending copper pipes is easy. Internal support tools to prevent deformation during the bending process and maintain shape.
Overheating During Annealing
Copper becomes very weak, and its surface is damaged if it overheats during annealing. Controllable heating provides flexibility and avoids melting or any undesirable deformation during processing steps.
Misreading Bend Marks
Misreading of the bend mark will lead to the wrong angle and waste copper material. Perfect marking promotes accuracy and minimises expensive mistakes in the manufacture of the whole production process.
Poor Measurement Layout
If the measurement layout is not good, then the problem of wrong bending and misalignment often occurs. The consistency of results and the reduction of material wastage to a large extent can be achieved by making accurate planning during the process of fabrication.
Conclusion
Copper bending involves numerous factors such as material properties, tool selection, and technique control. The key to success is choosing the right bend radius, avoiding work hardening and eliminating common pitfalls of beginners. Accurate and long-lasting results from careful measurement, deburring and tube support. Finally, patience, precision and understanding of how to bend science results in professional quality results and strength, efficiency and long-term reliability in every use of the application.
FAQs
Is it possible to bend copper without heating it?
When soft or annealed, copper bending becomes easy without the use of heat. Work hardening is a gradual process, but if too much force is used, the deformation can be permanent.
Is it possible to bend hard copper?
Hard copper is not as ductile after cold working and is therefore not as easy to bend. Annealing is necessary in order to regain flexibility and to avoid cracking during bending.
What is the safe bend radius?
The safe bend radius varies with copper thickness and application needs. In general, a one to three times thickness radius will not crack and will maintain structural integrity.
Is copper brittle?
Copper, unlike many metals, has high ductility, which means it is not prone to cracking. But, if the bending is not done correctly or if the work is too hard, it is more likely that the surface might fracture.


