Stainless Steel Bending: Everything You Need to Know in 2026
Stainless Steel Bending – Concept
It is the process that uses a force to induce controlled deformation beyond the material’s yield strength. The process alters the shape permanently and maintains continuity of the structure and mechanical integrity. Special tools are used by manufacturers for precise metal bending without causing any cracking on the surfaces. During bending, the thickness of the material is generally consistent except in localized zones of stretching and compression.

How does bending work mechanically?
The outside of the bend is in tension and stretches out as the mechanical forces are applied. This inside surface is compressed at the same time, resulting in a localized material shortening and densification of the structure. In between these areas is the neutral axis, where there is little or no dimensional change during deformation. Material flow redistributes the internal stresses, but the continuity is maintained across the bent portion. The distribution of strain is a gradient over the outer tensile fibers and the inner compressed fibers.
Common shapes created through bending
- V bends
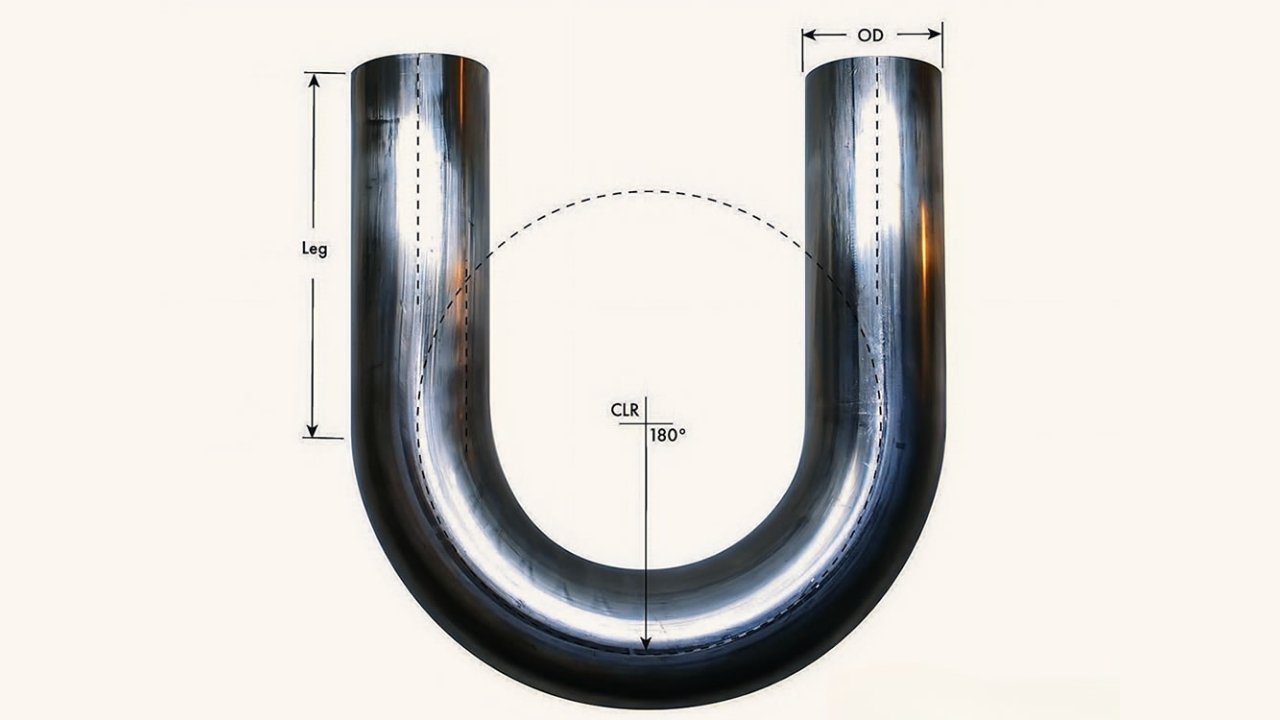
- U bends
- Channels
- Flanges
- Hem bends
- Curved panels
- Cylindrical sections
- Tubular elbows
- Coils/spirals
Common Stainless Steel Families for Bending
Austenitic Stainless Steel
Grades such as 304, 304L, 316, and 316L are among the most commonly used austenitic stainless steels in stainless steel bending applications, particularly for large-scale fabrication. These alloys offer high ductility, corrosion resistance and consistent performance under repeated bending. High work hardening is used to enhance the structural strength following the forming process, and still achieves excellent manufacturing flexibility and repeatability.

Ferritic Stainless Steel
Typical economical fabrication ferritic stainless steels include 409 and 430. These materials have a moderate resistance to corrosion and have less ductility for aggressive bending operations. Typically, the manufacturers recommend the bigger inside radius so that there will be no cracking and the quality of the components will be maintained.

Martensitic Stainless Steel
Martensitic stainless steels have a higher carbon content, which greatly enhances hardness and wear resistance. Common martensitic grades provide good mechanical characteristics and poor formability when complex bending is required. Controlled heating and other special processing techniques can provide enhanced bending capabilities and reduce cracking concerns.
Duplex Stainless Steel
Duplex stainless steels are a hybrid of austenitic and ferritic structures, with outstanding strength and durability. These are extremely corrosion-resistant grades suitable for demanding industrial applications that demand tough bent parts. During Duplex stainless steel bending, process control is paramount to avoid distortion and ensure that the structural performance is maintained.

Mechanical properties affecting bendability
- Yield Strength: Higher strength in bending, more bending force is required. Lower values enhance flexibility and minimize cracking risks around small bend radii during fabrication.
- Tensile Strength: Higher tensile strength, higher resistance to stretching and deforming during metal bending. Materials that are too hard tend to break prematurely in extreme forming situations and when subjected to repeated loads.
- Elongation: The higher the elongation, the more the metal can be stretched when bent without cracking right away. Limited elongation materials tend to fail around sharp corners and narrow bend radii.
- Ductility: A high degree of ductility allows for easier shaping of metals as well as a reduction in fracture formation during bending. Materials that do not have good ductility tend to break when subjected to compression and tensile stresses in the vicinity of bends.
- Hardness: The higher the hardness, the more wear-resistant the material will be, and the less flexible it is when bending metal. Soft items tend to bend more easily and create cleaner bends with fewer surface defects overall.
- Modulus of Elasticity: A greater modulus leads to stiffer materials, which are less likely to be elastically deformed in bending. The lower stiffness helps to facilitate the forming and minimize the Springback after the manufacturing process.
- Toughness: higher toughness provides the materials with a better ability to absorb bending stresses without sudden cracking or catastrophic failure. Under harsh industrial manufacturing conditions, tough metals can be formed more than once.
Essential Bending Calculations for Stainless Steel Beginners Should Know
Bend Allowance
Bend allowance is the length of material that is used during stainless steel bending processes. Correct allowance facilitates correct flat-pattern development and the precision of the finished component. Errors in calculations result in misaligned assemblies, material waste, and costly fabrication corrections.
Bend Deduction
Bend deduction is a material reduction between the bend lines after forming operations. Deduction is more accurate than bend allowance in predicting the final outside dimensions. A precise deduction can greatly enhance the consistency of the fabrication, fitment quality and production efficiency.
K-Factor
K-factor is the movement of the neutral axis when stainless steel is bent. Generally, stainless steel has smaller K-factors due to the different stretching characteristics of stronger materials. Wrong K-factors lead to dimensional errors, which have a significant impact on the assembly accuracy and manufacturing reliability.
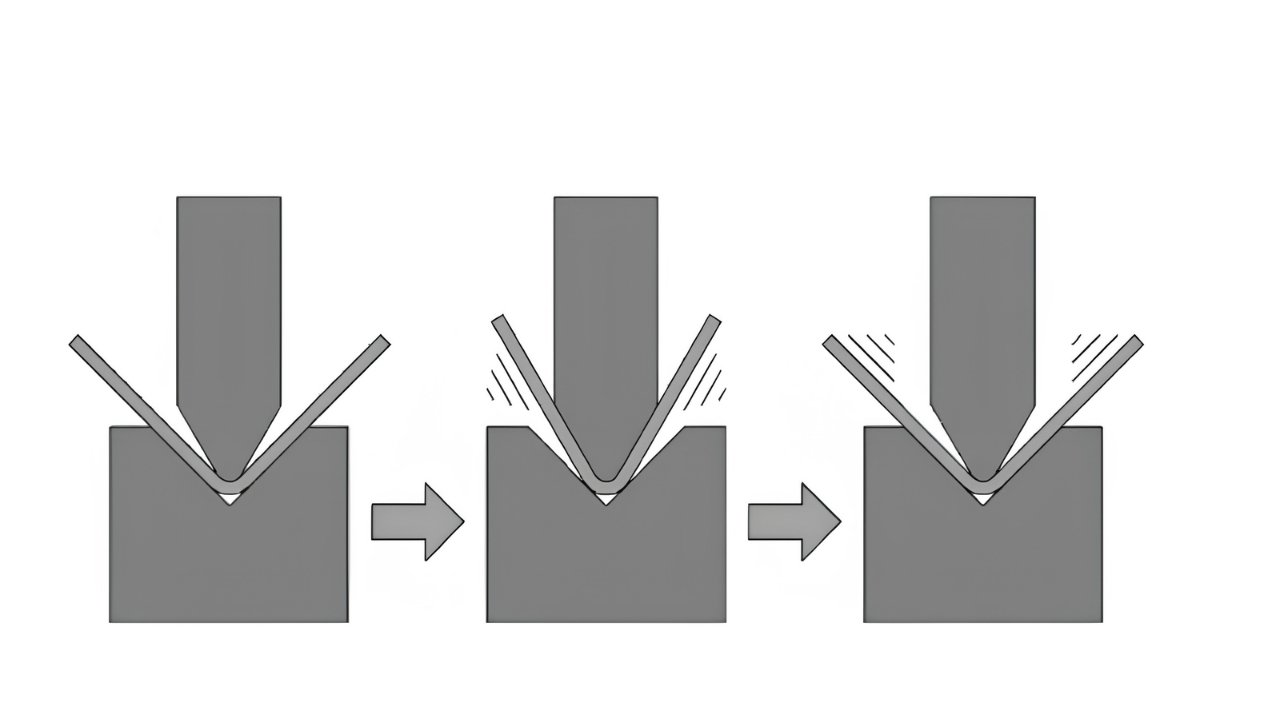
Springback Compensation
Springback compensation is used to compensate for the stainless steel material that springs back after bending. Fabricators use the over-bending concept to guarantee the correct final bend angle every time. Predictive forming calculations greatly improve efficiency and dimensional accuracy, eliminating the need to make trial-and-error adjustments.
Minimum Bend Radius Guidelines
Minimum bend radius is the smallest inside radius for stainless steel bending. The correct radius limits will ensure that the material will not crack, weaken, or have excessive stress concentration while being bent. Guidelines enhance the integrity, durability and appearance of finished components in a significant way.
Critical Bending Variables and Their Effects
Variable | If Too Low | If Too High | Practical Effect |
Bend Radius | Cracking risk rises | Larger footprint | Controls formability |
Tool Clearance | Galling / marking | Poor angle accuracy | Affects finish and precision |
Forming Force | Incomplete bend | Tool overload | Controls consistency |
Lubrication | Surface damage | Cleanup burden | Affects friction |
Speed | Shock loading | Low productivity | Impacts repeatability |
Compensation for Springback | Underbend | Overbend | Determines the final angle |
Tools and Equipment Used to Bend Stainless Steel
For stainless steel bending, there are the following tools and equipment that are discussed below:
Manual tools
- Bench vice
- Hand seamers
- Brake tools
- Mallets
- Form blocks
Press brakes
- Hydraulic press brakes
- Servo-electric press brakes
- Hybrid press brakes
- CNC press brakes
Roll-bending machines
- 3-roll machines
- 4-roll machines
- Plate rolling
Tube bending machines
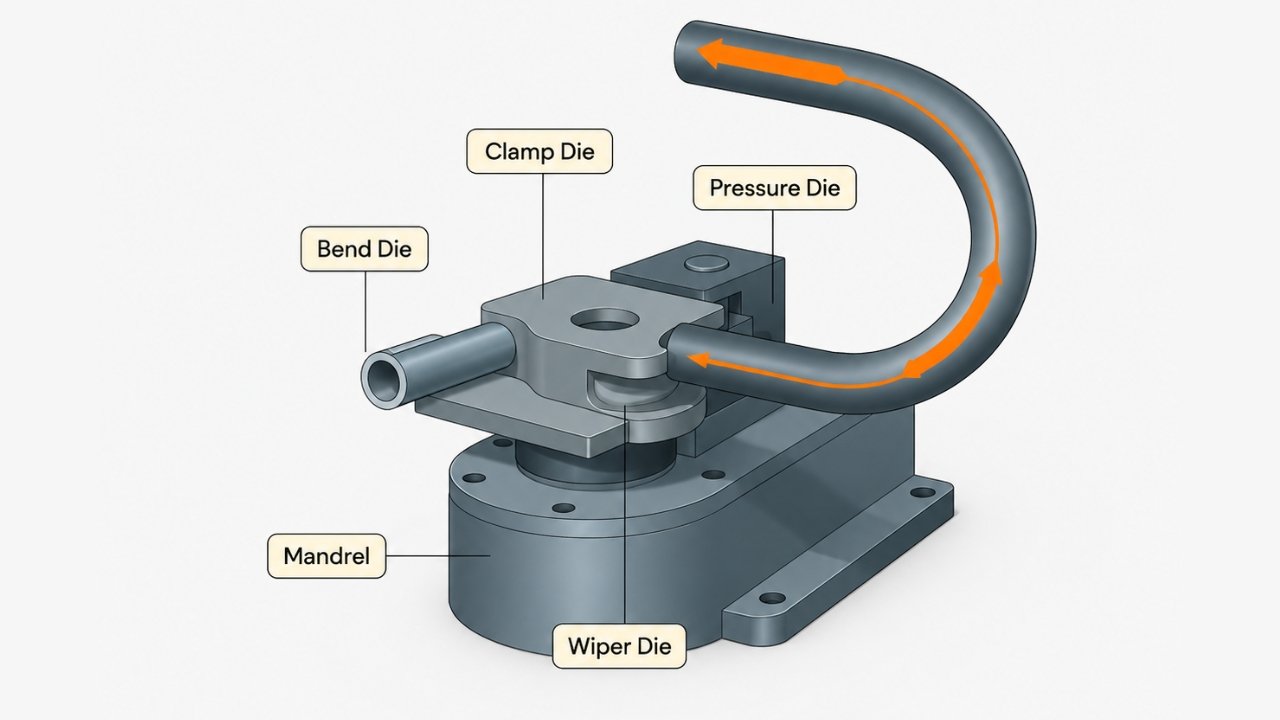
- Rotary draw benders
- Compression benders
- Roll tube benders
- Mandrel benders
- CNC tube benders
Dies and punches
- V dies
- U dies
- Radius punches
- Rotary dies
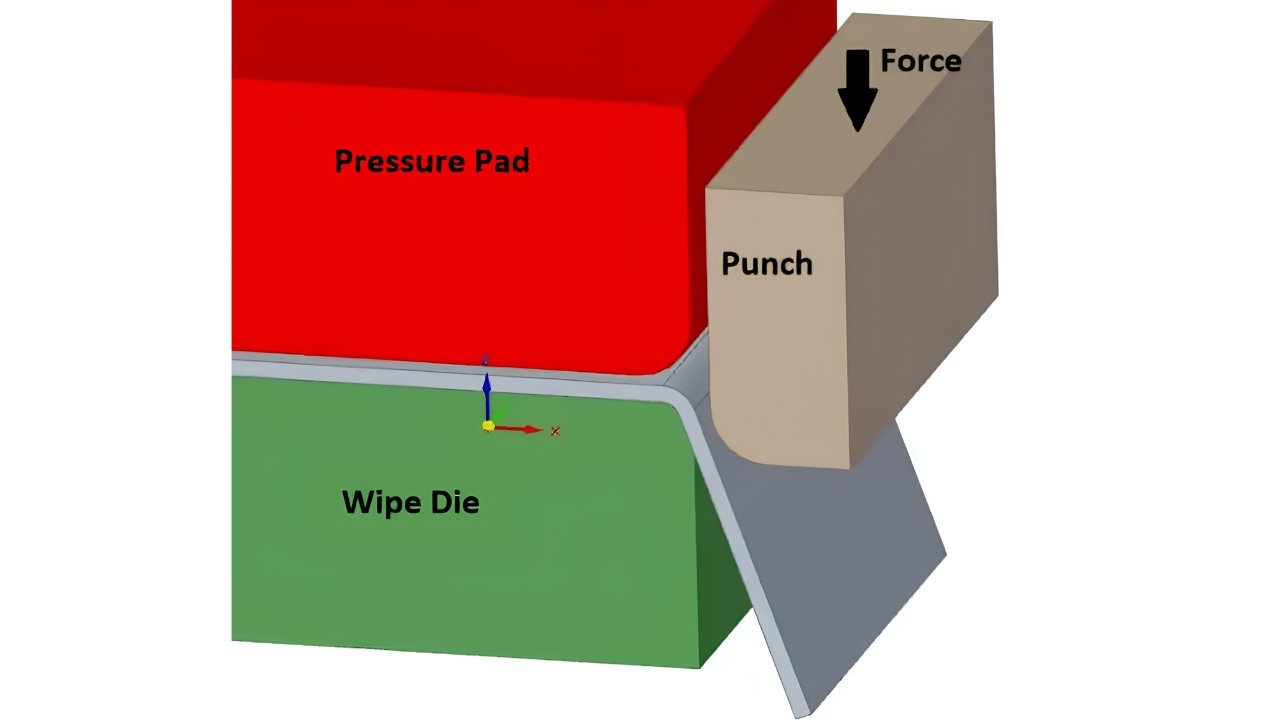
- Wipe dies
Protective tooling
- Polyurethane pads
- Protective films
- Soft inserts
- Non-marking dies
Preparing Stainless Steel for Bending
Material Inspection
Carefully check the thickness of stainless steel before bending. Carefully check surfaces for scratches, pits and rolling faults. Recognize internal stresses early on to minimize unanticipated cracking during forming.
Cleaning Procedures
Clean off oils before performing bending operations to avoid slipping. Use stainless-safe cloths and noncontaminating cleaning materials to eliminate dust in a careful manner. Prevent embedded iron contamination by separating carbon steel processing tools completely.
Cutting Edge Preparation
Caution: Burrs should be removed right after cutting stainless steel sheet materials. Correct deburring will eliminate cracks and greatly enhance bending accuracy. Eases into the condition to reduce stress concentration when forming.
Marking Bend Lines
Accurate marking of bend lines to guarantee a consistent stainless steel bending result. Laser marking offers clearer visibility than conventional mechanical marking processes. Accurate layouts significantly minimize positioning mistakes and boost fabrication efficiency.
Trial Bend Testing
Test trial bends with waste material before the start of production bending. Scrap testing helps to identify tooling problems, and it is an effective way to avoid unnecessary material waste. Setting up validation increases repeatability, accuracy and end stainless steel forming quality.
Main Methods to Bend Stainless Steel
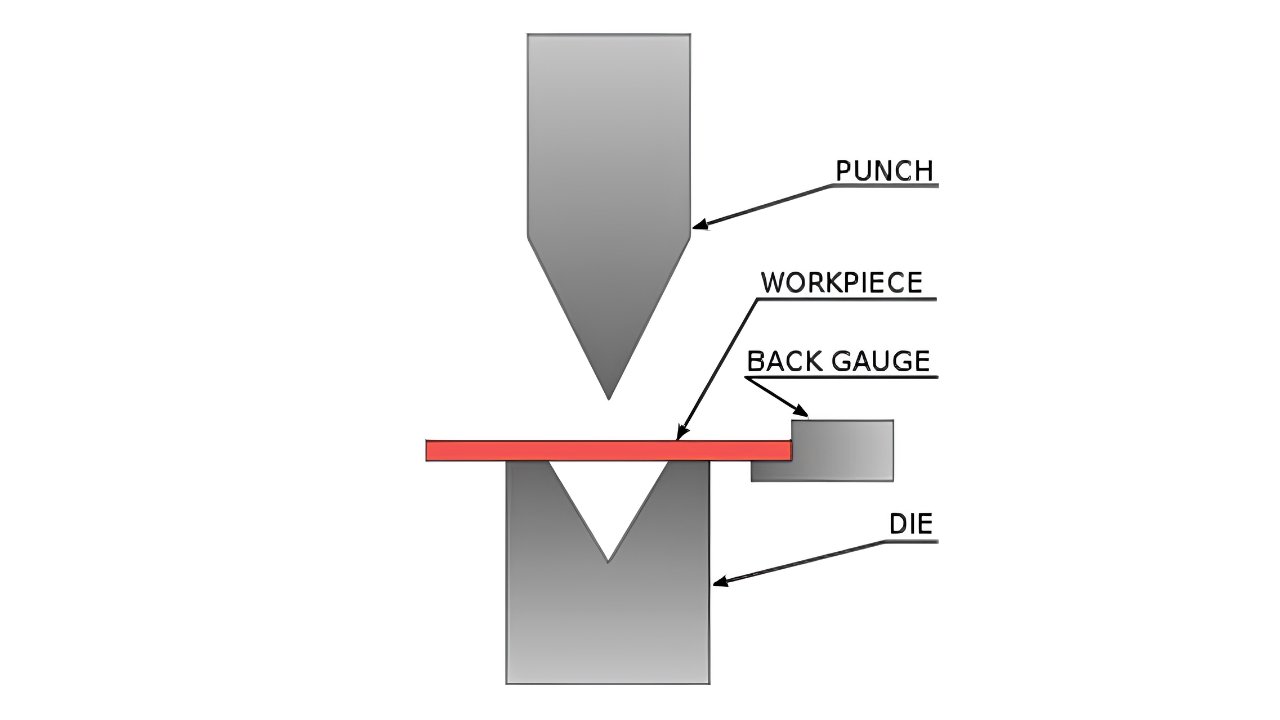
Air Bending
One of the common press brake methods is air bending, which is done with punch and die tools. As per the operator’s control of the punch stroke in the Press Brake, the stainless steel is bent. Flexibility for brackets, panels and enclosures workpieces with slight adjustment to change the angle. It has less tonnage and is suitable for making duct and housing sheets.
Bottoming
The method of bottoming is to form precise stainless steel angles by using the dies of a press brake. The material is completely pressed into the die, thereby improving the consistency of the angular accuracy. Higher force is required, making it suitable for industrial metal fabrication tasks and applications. Precision S/S structural parts manufacturing parts, used for brackets and enclosures.
Coining
Coining is the process of extremely accurate bending operations, which is a high-pressure press brake method. Tooling will reduce the effect of Springback and will compress the stainless steel without any Springback effects during the fabrication stage. Production parts for aerospace and medical parts are precisely angled by a very high tonnage. This method can minimize the Springback, making it suitable for the manufacturing of stainless steel products with small tolerances.
U Bending
U-bending is a channel bending that is done by press brake tooling systems equipment setup. U Profiles are bent from stainless steel sheets under controlled force. It is broadly applied in the manufacturing industries of the structural frames, supports and enclosures. Stainless steel U bending is for making strong, rigid construction parts and is used in the fabrication of machinery products.
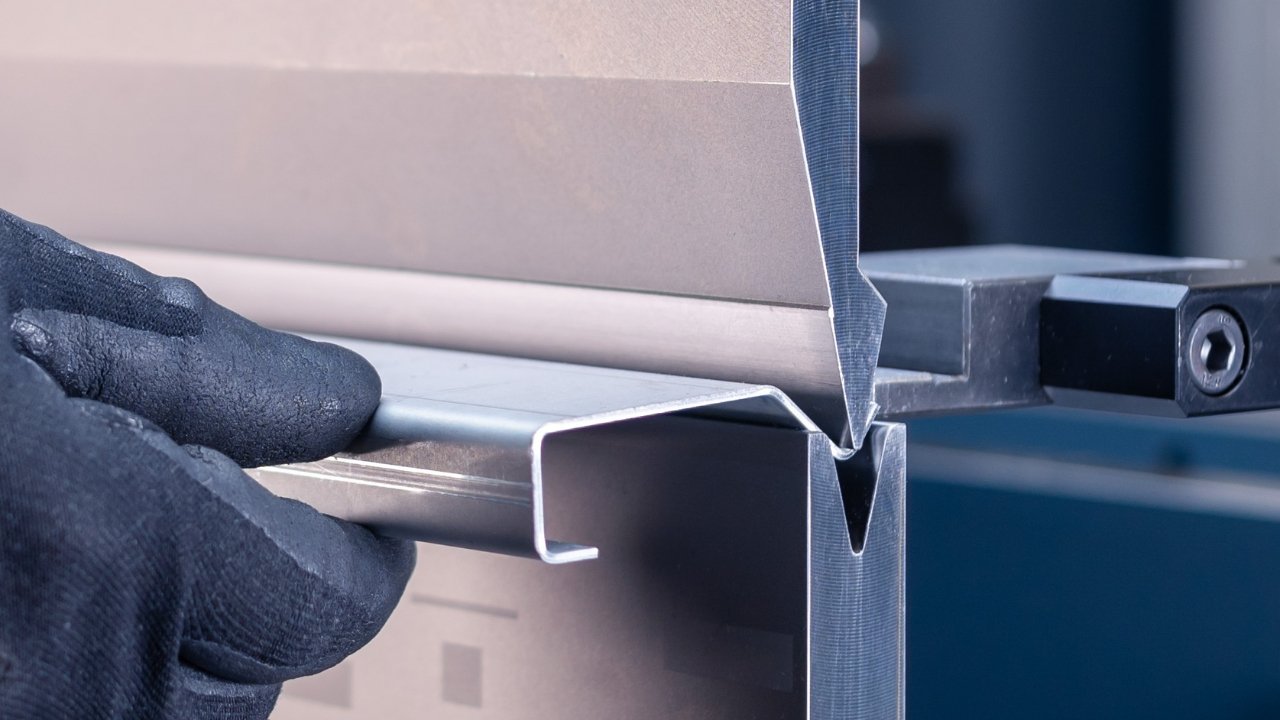
Wipe Bending
Use clamping and wiping dies tooling to wipe bending shapes from stainless steel edges. Force bends the flange over the die edge surface, and the sheet is clamped. Perfect for manufacturing processes in metal fabrication for flanges, trays and enclosure panels. Wipe bending is used to make clean stainless steel bends for fabrication.
Rotary Bending
Rotary bending is a stainless steel bending process that uses rotating dies to shape the stainless steel smoothly. It decreases the surface marking when the finish quality of bending operations is used for production. It can be used for decorative panels, kitchen equipment and stainless steel enclosures. Rotary bending allows for exact angles with minimal deformation for use in applications with stainless steel.
Roll Bending
Roll Bending is a process of bending large radius curves in stainless steel with the help of rollers. Suitable for the fabrication work of cylinders, cones and curved metal structures. Heavy-duty rollers gradually shape stainless steel sheets into continuous curves for industrial manufacturing use. Construction industries that commonly use them include tanks, pipes and large architectural stainless steel components.

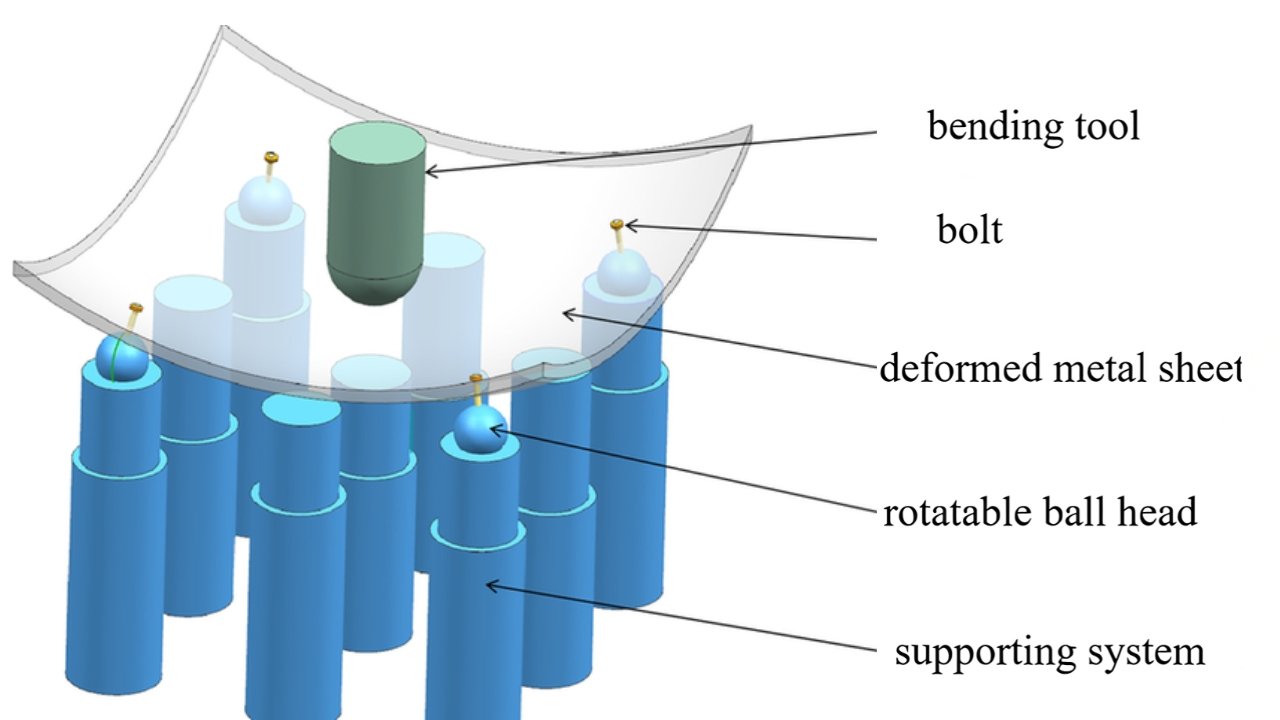
Incremental Bending
The incremental bending is a process method to produce complex shapes by CNC step forming. Small controlled bends gradually form precise stainless steel contours, a fabrication technique used. It can be helpful for prototypes of aerospace components or custom fabrication industrial applications. With incremental bending, stainless steel can be formed into intricate shapes, enabling modern manufacturing solutions.
Hot Bending vs Cold Bending Comparison
The following comparison outlines the key differences between cold bending vs hot bending across essential process factors:
Factor | Hot Bending | Cold Bending |
Temperature | Elevated temperatures | Room temperature |
Surface Finish | Possible discoloration | Better finish retention |
Material Thickness | Better for thick materials | Best for thinner materials |
Equipment Cost | Higher | Lower |
Production Speed | Slower | Faster |
Risk of Cracking | Lower | Higher in thick material |
Dimensional Stability | Thermal distortion possible | Excellent |
Bending Stainless Steel Sheet and Plate
The process of bending stainless steel sheet metal and plate is given below:
Step 1: Choose Material Specifications
State the grade of stainless steel, thickness and bend requirements. The thicker the plate, the more force will be needed to bend it, and the larger the bend radius will be to avoid cracking and excessive stress on the plate being bent.
Step 2: Indicate the Bend Line
Measure and mark the exact position of the bend using layout tools. Dimensional accuracy and bending alignment errors will be improved by proper marking.
Step 3: Select the appropriate tooling
Choose appropriate machines for stainless steel bending, punches and dies for different thicknesses of materials and bending angles. A good tooling will reduce surface damage and misbends.
Step 4: Place the Material
Place and clamp the stainless steel plate or sheet in the bending machine. Even bending and consistency throughout the work piece with correct positioning, even with bending and consistency throughout the work piece with correct positioning.
Step 5 Bending Force
Push down to achieve the desired bend slowly. Typically, stainless steel Springback will need some slight overbending to get the final desired shape correct.
Step 6: Inspect Finished Bend
Check surface quality, size and angle of the bend. Test for cracks, wrinkles or deformations; make adjustments as necessary to meet specifications.
Bending Stainless Steel Tubing and Pipe
Step 1: Compute the total length of the tube required
Determine the diameter of the tube, the thickness of the wall, the radius of the bend and the grade of stainless steel used. These will determine which bending method is both the safest and most accurate.
Step 2: Select the Bending Method
For stainless steel bending, choose the right process, such as rotary draw, roll, compression or mandrel bending, depending on the complexity of the bend and the dimensional accuracy required.
Step 2: Measure and mark the tube
Carefully mark the start point, center, and orientation of the bend. Correct marking will ensure the tube will bend in the proper direction and place.
Step 2: Secured Tube Properly
Use the correct dies and supports to secure the tube in the bending machine. Mandrels may be needed to prevent wrinkling or collapse of thin-walled tubes.
Step 5: Bending
Use pressure around the die for stainless steel tube bending. Controlled bending minimizes the flattening, cracking and wall thinning that may result from forming.
Step 6: Inspect Bent Tube
Check bend angle, bend radius and surface condition. Check for ovality, wrinkles or defects before polishing, welding or final installation.
Common Problems During Bending Stainless Steel (And Fixes)
- Cracking: Cracking is the result of bending when the stresses are greater than the allowable ductility limits for stainless steel. The fracture risk can be minimized during forming by using proper bend radius, lubrication and annealing.
- Surface scratches: Surface scratches are the result of rough tooling or contaminated stainless steel contact surfaces. Smooth dies and clean workpieces and protective films prevent the formation of cosmetic damage.
- Galling: Galling is when friction causes the stainless steel surfaces to seize while bending. Implement lubrication and select suitable tooling materials, and decrease contact pressure in the operation process.
- Wrinkling: Wrinkling is caused by an uneven material compression under pressure, which results in wrinkling on the inner bend radius. Stabilize material flow by using proper tooling support and tighter radius control.
- Distortion: Distortion occurs when there are imbalanced forces that change the geometry of stainless steel during the bending process. Shape deformation problems are minimized through balanced force application, proper fixturing and slow forming.
- Inconsistent bend angle: Machine misalignment or varying material thickness can cause an inconsistent bend angle. Carefully check and calibrate equipment, standardize material, and verify tooling set-up before the stainless steel bending
- Twist: Twist is the rotation of stainless steel, which is not expected due to the uneven distribution of forces. Balanced clamping, alignment and symmetrical loading are always present during bending.
- Tube flattening: Tube flattening is when the bending force is greater than the tube wall support strength. Controlled pressure, mandrels, and proper dies to preserve the integrity of the circular shape of tubes.
- Springback: Excessive Springback occurs when stainless steel springs back after bending because of the material’s elastic properties. Overbend slightly and set tooling parameters to allow for effective compensation of elastic recovery behaviour.
- Tool wear: Tool wear occurs when the surface of the tool is degraded because of repeated contact with the stainless steel. Extend tooling life many times over by using hardened tools, regular tool maintenance and lubrication.
Applications of Stainless-Steel Bending
Construction and Architecture
Bending of stainless steel is widely used in the construction industry for railings, facades and systems for structural components. It is used in the making of stair railings, curtain wall frames, beams and architectural supports for modern building projects.
Automotive Industry
Automotive industry applications for stainless steel bending include exhaust systems, brackets, structural reinforcement components and more. These components are utilized to enhance the longevity, heat resistance and performance of the production of cars, trucks and buses.
Food and Beverage Industry
Sanitary food handling machines, storage tanks and often used pipes are the foundation of the bending of stainless steel. These are usually applied in industrial mixers, fermentation, conveyor frames, and sanitary kitchen equipment installations.
Medical Equipment
Surgical tools, sterile furniture and parts of hospital equipment are made with the bending of stainless steel in the medical field. They are products such as operating tables, trays, diagnostic instruments and sterilized support systems framework systems units.
Marine and Aerospace
Bending of stainless steel is used to manufacture structural parts and components in the Aerospace and Marine industry, which are required to have corrosion resistance. Examples of applications are aircraft frames, ship fittings, engine components, and structures, assemblies, modules and systems for offshore platforms.
Wood for Furniture
Bending of stainless steel is possible for the production applications of modern furniture, decorative panels and interior design elements. Chairs, tables, handrails, wall trims and custom decorative installations are some of the products it features.
Conclusion
In the manufacturing industry, precision, material science, and the proper use of tools are all important in the process of stainless steel bending. Accurate and lasting results across various industries can be achieved by knowing grades, bend radius and mechanical properties. Proper preparations, safety and method selection minimize defects and improve efficiencies. In the present day, students can learn to fabricate and ultimately be able to confidently utilize more sophisticated applications in the world of construction, automotive, medical, aerospace and decorative applications.
FAQs
Which type of stainless steel is easiest to bend?
Austenitic stainless steel grades such as 304 are most easily bent in the process of fabrication. The high ductility and austenitic structure of grade 316 also render it easily bendable.
Why is it that stainless steel rebounds when bent?
Stainless steel is able to snap back due to its high elastic modulus and energy release when it is deformed. Increased yield strength leads to higher elastic recovery, which is evident after the bending operations forming stage as a noticeable angle change.
Which is better: hot or cold bending?
Hot bending decreases the necessity of force and minimizes the threat of cracking with thicker stainless steel sections. Cold bending is more accurate but has more spring back and the effects of stress on the structure of the material.
Is there a possibility of cracking during stainless steel bending?
Yes, it is possible for stainless steel to crack if the application of force or the bending technique is applied incorrectly. Low temperature bending and small radii contribute greatly to the risk of cracking during process steps in fabrication.


