Titanium Bending Guide – Everything You Need to Know in 2026
What Is Titanium Bending – Does titanium bend?
Titanium bending is a metal fabrication process in which you bend sheets, plates, tubes, rods or wires. You attain desired forms by exerting forces under controlled conditions that lead to plastic deformation that permanently change the shape of the metal without breaking it. Many people often ask, can you bend titanium? The difficulty in bending titanium is that it has a high strength-to-weight ratio and it is not as ductile as many common metals. You have to take into consideration great springback due to its elasticity. The bend is easily weakened by surface defects or contamination, so you work the metal with care to achieve precision.

Why Titanium Is Widely Used Despite Bending Challenges
- Strength-to-weight ratio: Titanium is extraordinarily strong like steel and is also significantly lighter, enabling you to create structures which are strong and are easy to handle without adding any unnecessary weight to your projects or components.
- Corrosion resistance: A natural coating of titanium oxide develops rapidly, shielding the metal against rust and chemical corrosion, so you can count on titanium in adverse or marine conditions without as frequent maintenance or protective finishes.
- Thermal properties: Titanium has low thermal conductivity and a high melting point, allowing you to use it in high-temperature conditions and minimizing heat transfer, which makes it a good fit in aerospace, automotive, and industrial components.
- Ductility and formability: Titanium has a moderate level of ductility, which depends on the grade, therefore you can bend or shape parts, knowing your material limits, and yet achieve a complex shape without cracking or loss of structural integrity.
- Elasticity and springback behavior: Titanium has the ability to springback into its shape after bending due to elastic springback, so when you are fabricating, you need to expect some adjustments, but you end up with durable parts that maintain their shape as they are used.
Types of Titanium Used in Bending Applications
Commercially Pure Titanium Grades (Grades 1–4)
Titanium alloys that are commercially pure are typically bent because they are highly ductile and resistant to corrosion. For titanium bending grade 1 is the most easily and most ductile, whereas Grade 4 is stronger with a little less formability. The grades are commonly applied in chemical equipment, medical equipment, aerospace, as well as sheet metal fabrication.
Grade 2 Titanium
The most common commercially pure titanium used in bending is grade 2. It provides good combination of strength, corrosion resistance and formability. It is easy to bend in this grade compared to alloys and is normally used in sheet metal, tubing and industrial fabrication.

Titanium Alloys
Titanium alloys are more difficult to bend because of lower ductility and offer greater strength. They are generally more springy and can take special tooling or controlled heating. These alloys find applications where high strength and light weight are needed.
Grade 5 Titanium (Ti-6Al-4V)
The most popular titanium alloy in high-performance applications is Grade 5 titanium. It is extremely strong yet less ductile and thus harder to bend. Forming or heating is frequently necessary, particularly in aerospace, medical, and engineering parts, and often controlled.

Titanium Grade | Type | Strength Level | Ductility | Ease of Bending | Springback | Heat Required |
Grade 1 | Commercially Pure | Low | Very High | Excellent | Very Low | No |
Grade 2 | Commercially Pure | Moderate | High | Very Good | Low | No |
Grade 3 | Commercially Pure | Medium-High | Moderate | Good | Moderate | Sometimes |
Grade 4 | Commercially Pure | High | Lower than Grade 1–3 | Fair | Moderate | Sometimes |
Grade 5 (Ti-6Al-4V) | Titanium Alloy | Very High | Low | Difficult | High | Often Required |
Forms of Titanium Products That Can Be Bent
Titanium Sheet and Plate
Titanium plates and sheets are found in aerospace panels, chemical tanks and structural assemblies. Press brakes or rolling machines allow you to bend them in one direction or the other, maintaining uniform curves. Cracking can be avoided by proper heating or lubrication. These processes preserve the strength of titanium when it is being shaped.
Titanium Tubing and Pipes
Titanium tubes are used in aircraft hydraulics, heat exchangers and medical equipment. When bending, you should employ mandrel support to avoid collapse. Angles can be well controlled and accurate. Adequate alignment guarantees that your titanium bending process will not be fluid-flowing or structural integrity.

Titanium Rods and Bars
In its use, rods and bars are robust structural supports and fasteners. Heat-assisted bending is frequently required to decrease the stress. You are supposed to bend cautiously; otherwise you will have microfractures that will affect the long term performance and durability of your components.

Titanium Wire
Springs, surgical instruments and electronics are made of titanium wire. It can be turned by hand or with special little equipment. Accuracy is provided by controlling bend angles. Wire should be carefully handled to avoid kinking the wire, maintaining tensile strength and able functions.

Cold Bending Titanium
Cold bending titanium refers to the process of forming titanium in its room temperature state, without the use of heat, which maintains material integrity. Thin sheets or thin-walled tubing or ductile grades of titanium should be used to get controlled results. When working under these conditions, many people ask, can you bend titanium without heat and still achieve accurate results? For accurate titanium bending this technique provides high dimensional precision and surface finish with a low amount of energy. Nevertheless, you should handle springback and not tight bends to avoid cracking alloys with stronger ones.
Hot Bending Titanium
Hot bending titanium warms the material, making it more plastic to shape and form. People often ask can titanium bend? The answer is yes if the temperatures should be kept at 700C-900C, depending on the type of alloy. It is able to achieve smaller bend radii with less cracking risk through this process. Temperature has to be monitored to prevent oxidation and obtain stable results, as well as to control other heating and cooling processes.

Major Titanium Bending Techniques
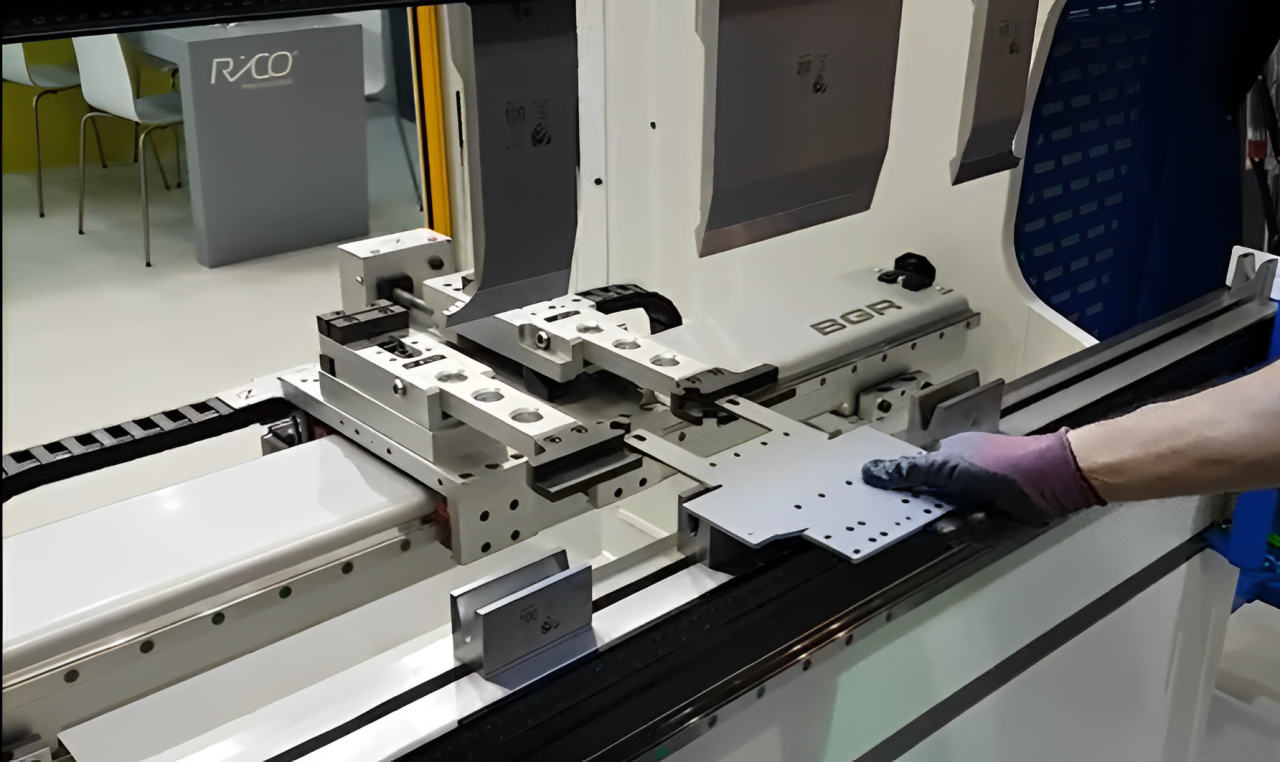
CNC Bending
The CNC bending process involves computer controlled machines that are used to bend titanium parts with a high level of precision and consistency. This technique can be trusted to complex geometries and repetitive patterns, with precise dimensions. The technique is applicable to aerospace components and medical device parts because it ensures that there are high tolerances and that human error in manufacturing processes is minimized.
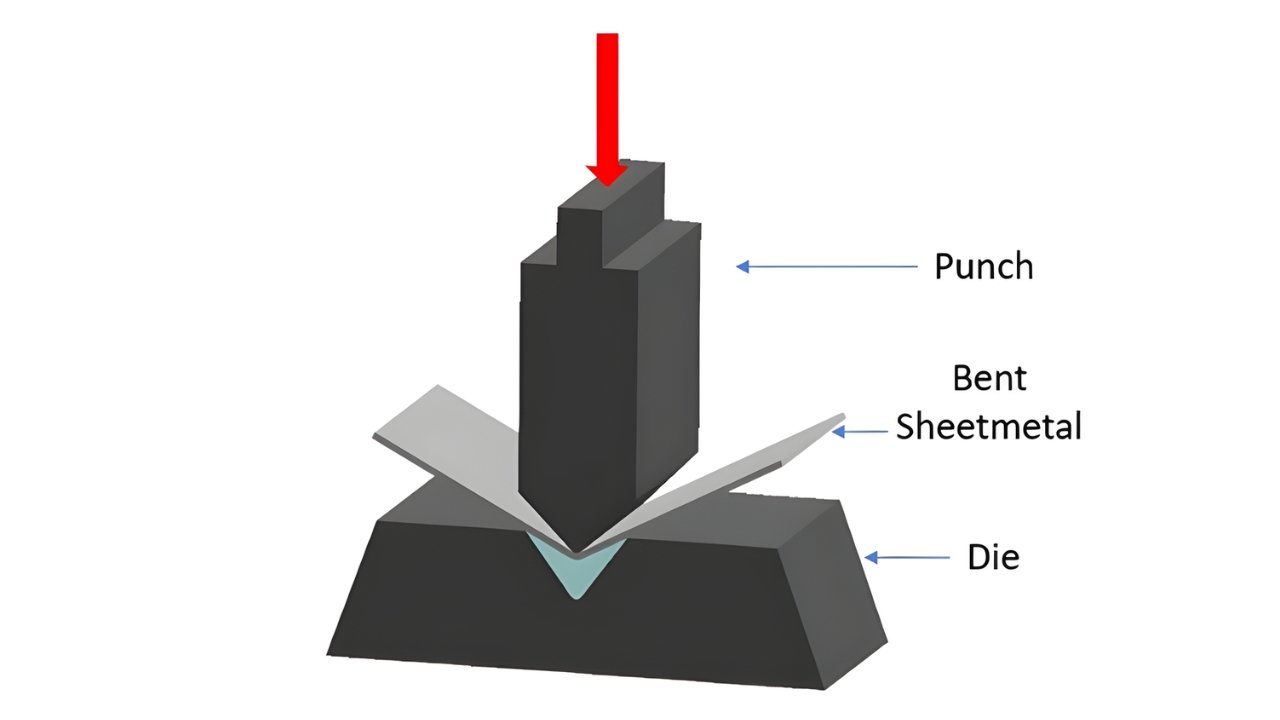
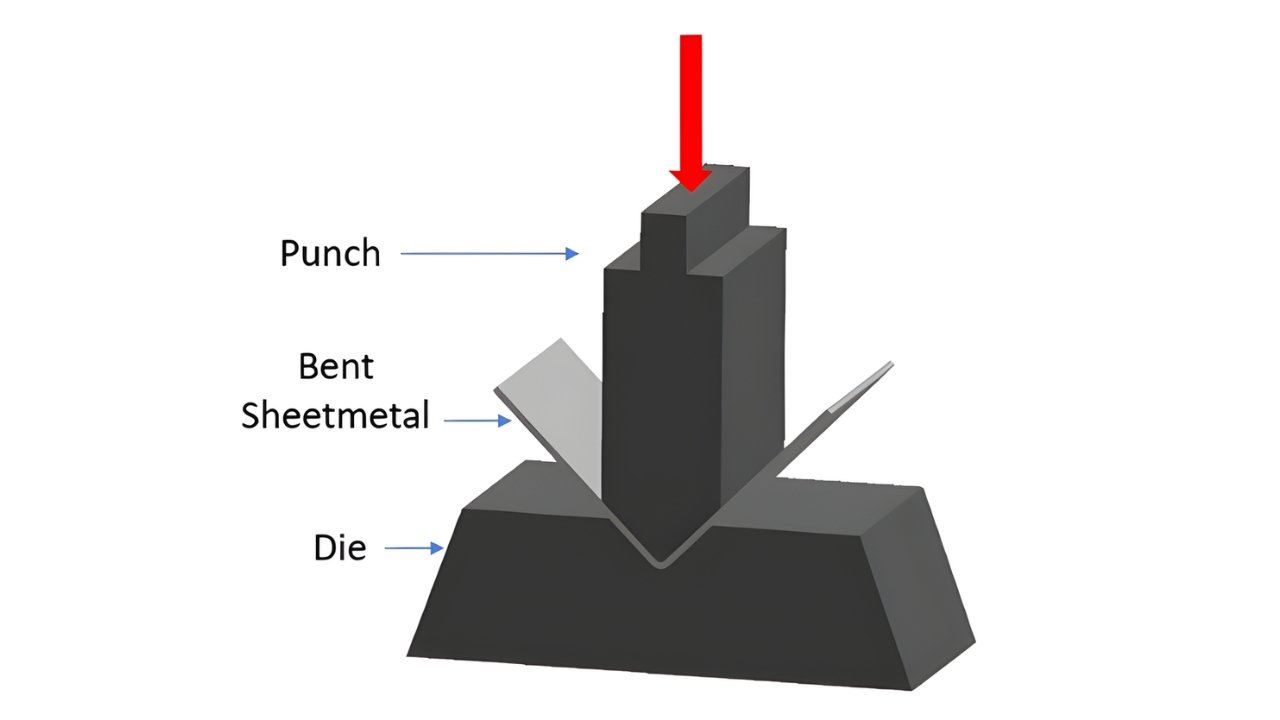
Press Brake Bending
Press braze bending is the process of bending titanium sheets with a punch and die. Bending angles can be adjusted and air or bottom bending can be chosen depending on the thickness of the material. This method is appropriate to small to medium sheet fabrication. It enables you to make accurate angles with the flexibility, which is best suited to custom titanium projects.
Roll Bending
Roll bending utilizes rotating rollers to form large radius curves of titanium sheets at a slow pace. It is possible to obtain smooth cylindrical shapes without ruining the surface of the metal. The method is especially handy in creating curved structural panels or long and rounded parts. You are able to work with titanium sheets repeatedly to produce strong and attractive shapes without much tension.

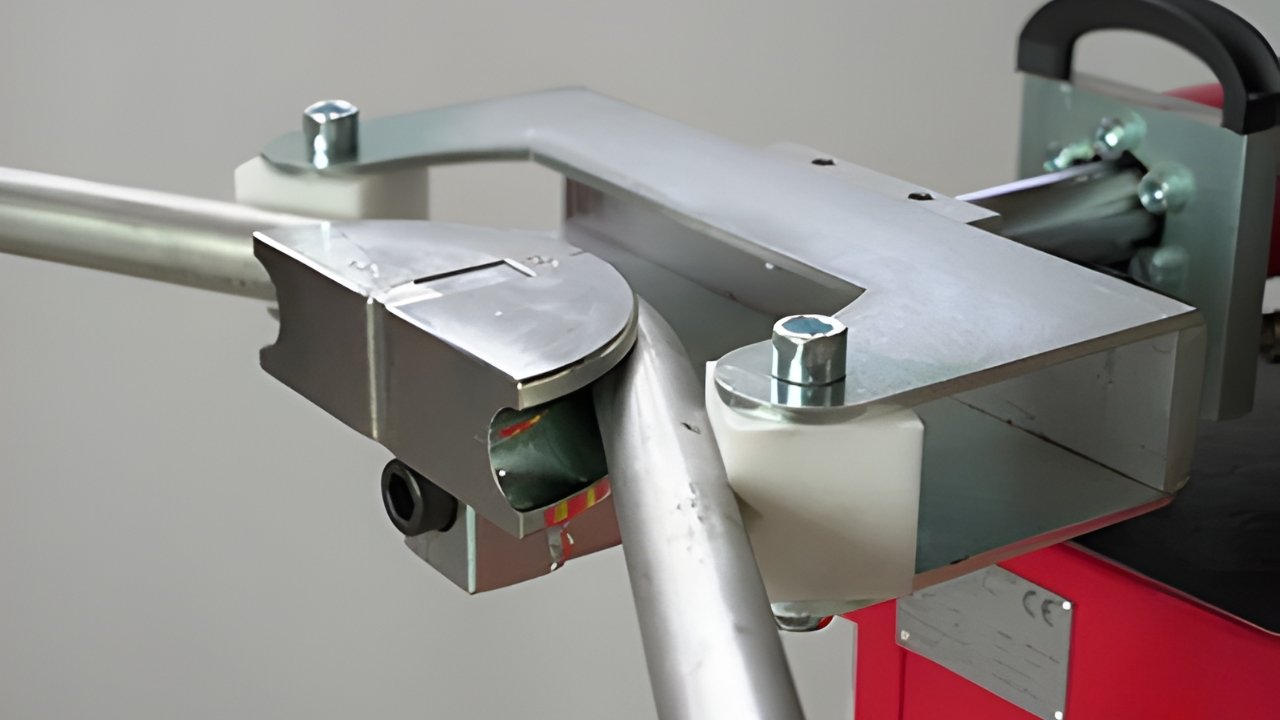
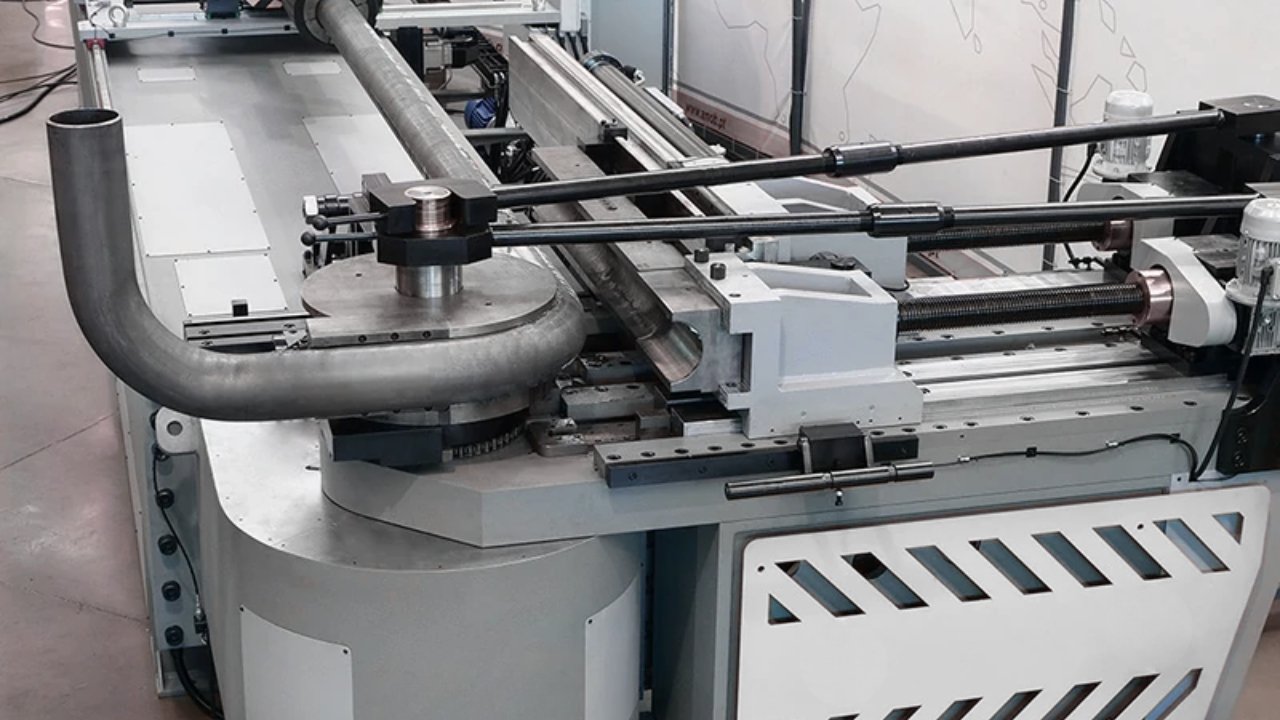
Rotary Draw Bending
Rotary draw bending is an accurate process to shape titanium tubes by dies and mandrels to ensure tube integrity. Even complex bends can be done with high precision and very little distortion. This method is beneficial to aerospace hydraulic lines and titanium tubing. With rotary draw bending, you can ensure uniform quality of tubes and avoid the loss of wall thickness or wrinkling when fabricating.

Hydraulic Bending
Hydraulic bending is based on the use of hydraulic systems that can generate great force on heavier materials for titanium bending. You are able to create huge plates or pipes which are difficult to bend by hand. This method provides robust, accurate results on structural components. When bending titanium parts to a challenging industrial or aerospace part, you can avoid cracks by managing pressure and bending speed.

Mandrel Bending
The tube is supported by mandrel bending to ensure the tight-radius bends do not collapse or deform the internal wall. This is a way of getting smooth curves in thin-wall titanium tubing. This is important in aerospace or medical device tubing. Working with a mandrel allows you to achieve structural integrity and create intricate bends in a safe and reliable way.

Manual / Freehand Bending
Hand bending involves the use of hand tools such as pliers, clamps, or vises to bend titanium components by hand. You are capable of working with small wires, thin sheets or prototypes with controlled force. This design is appropriate in a custom fabrication or experimental design. With a little attention to pressure, titanium can be bent accurately without using specially designed equipment, which makes it available to personal or small-scale projects.

Preparation Before Bending Titanium
The study of Material Properties
The various grades of titanium react differently to titanium bending techniques, and this will determine your selection in terms of exact work. Also take into account thickness and temper, which determine formability and the force that you should work with attentively.
Surface Inspection
Inspect the titanium surface of scratches, nicks or defects that may cause cracks. Eliminating imperfections will ensure that you minimize stress concentration points and prevent failure during bending operations.
Cleaning the Material
Wipe the titanium with non-halogenated solvents such as acetone or isopropyl alcohol. Wiping off surfaces with oil, dirt and other contaminants will save your material the damage of bending.
Equipment Setup
Use the right tooling and ensure that die geometry is correct based on the bend requirement. Always use clamps to ensure the material is firmly fixed and will not slip or deform when making accurate bends on it.
Determining the Bend Radius
Select a minimum bend radius depending on the grade of titanium, thickness, and bend angle. With proper calculation you will be able to control stress levels, prevent cracking and you will have a constant bend quality.
Simulation and Trial Bends
Perform bends scrap material and measures springback and material response. Modify machine settings to such an extent that you are able to produce the correct result and reduce unnecessary material.
Bending Different Forms of Titanium
1. Bending Titanium Tubing
The operation of bending titanium tubing must be controlled, and the tooling must be proper to avoid wrinkling, cracking and deformation. Rotary draw bending is popular due to its ability to give accurate, repeatable bends without altering tube shape or structural integrity for titanium bending.
Rotary Draw Bending Process
- Measure and Cut: Measure the correct length of tubing needed by your project, and cut the tubing using a fine tube cutter to get clean cuts.
- Deburr the Edges: Clean up the cut edges with a deburring tool to allow you to avoid stress concentration and possible damage during bending.
- Install the Tubing: Add the tube to the rotary draw bender, with a mandrel and die to hold the tube in place as it is bent.
- Apply Lubricant: Coat the tubing surface with an appropriate lubricant that will assist you in reducing friction, eliminating cracking, and increasing tool life effectively.
- Bend: Bend the tubing at a slow steady rate and with constant pressure to achieve accurate results and consistent angle and radius.
- Check the Tube: Examine the curved tube very carefully to detect cracks, flattening, or deformation, and you may guarantee a high quality of the final product.
2. Bending Titanium Sheet Metal
There are many methods of titanium bending sheet metal, and the decision will depend on the thickness of the material and the shape that should be formed. Bend accuracy and reduction of cracks or springback is achieved by proper selection of method.
Air Bending
- Tool Setup: Select a punch and die that fits your titanium sheet to the correct thickness so that it can bend accurately and not damage the material during use.
- Sheet placement: Lay the titanium sheet so that it rests squarely on the die surface to ensure a uniform and accurate bend.
- Apply Force: Press the punch gradually into the die hole and adjust the pressure to ensure that you get the preferred bend without straining the metal.
- Check Bend Angle: Measure the angle of each bend right after forming and change your setup as needed to get the same angles on sheets.
Bottom Bending
- Choose the Right Tools: Use a punch and die that is specifically made to bottom bend so that the bends are both precise and clean and do not destroy the titanium sheet.
- Attach the Sheet: Gently roll the titanium sheet onto the die, ensuring that it is centered at the center of the die to obtain an accurate bend angle.
- Press the sheet: Press the sheet into the die with uniform force, permitting you to keep control and prevent deformation of the material.
- Measure the Bend: Once the bend is made, measure the angle, using precision tools, to make sure that you have all the requirements and tolerances met properly.
Roll Bending
- Adjust Roller Settings: Rollers, adjust rollers to desired radius needed to bend. Make sure that the alignment is accurate prior to starting feeding the sheet.
- Feed the Sheet: Slide the titanium sheet between the rollers, ensuring that it is laid flat. You may bend it so that it folds evenly.
- Do Rolling: Bend the sheet in a straight line by slowly turning the rollers. During continuous use, you should keep an eye on pressure to avoid bowing or straight lines.
- Bend Test: Test the curvature of the entire sheet after rolling. You ought to check consistency and adjust a little in case of need.
Heat Bending
- Preheat the Sheet: Preheat titanium in the furnace at 540 C -730 C or the induction heater up to the same temperature to make the material uniformly soft.
- Ready Bending Tools: Choose an appropriate punch and die to work with heated titanium, as you will be able to obtain accurate and controlled titanium bending
- Do the Bend: As long as the sheet is soft you bend it carefully with constant pressure to avoid cracks or asymmetrical deformation.
- Controlled Cooling: Cooling of the titanium may be gradual following bending to assist you in minimizing thermal stress and ensuring material strength is effective.
3. Bending Titanium Rods and Bars
- Preheat the Rod or Bar: Before bending your metals, preheat the rod in a furnace or with a torch, evenly spread throughout, this will assist you in avoiding cracks on bending.
- Choose the right bending tools: Hydraulic or CNC bending machines should be selected depending on the way you are going to apply the correct amount of force without breaking the integrity of the rod.
- Bend: Use controlled and steady force when bending the rod so that you can reach the desired angle safely and correctly.
- Gradual Cooling: The slow cooling of the bent rod enables you to preserve the original material properties and prevents undesirable stresses and deformations post-cooling.
4. Bending Titanium Wire
Freehand Bending
- Secure the Wire: Clamp or put the wire in a vise to ensure that it does not move about and you can bend it correctly without messing up.
- Shape the Wire: Bend the wire with your fingers or pliers, but do it gently, with great care, so that you get the very shape you want.
- Prevent Springback: Use clamps to hold the final shape of the wire, and prevent undesired springback during or after bending operations.
Mandrel Bending
- Choose a Mandrel: Choose a mandrel that fits your desired shape of bend, and makes sure it can hold the wire as you bend it without breaking.
- Feed the Wire: Slide the wire over the mandrel and handle it carefully so as to avoid twists and keep it in the proper position during the entire bending procedure.
- Bend the wire: Slowly bend the wire about the mandrel, taking care not to bend the wire kinking it or compromising its structural integrity.
Key Factors That Influence Titanium Bending
Bend Radius
The least possible bend radius is employed to prevent cracks when forming titanium. The larger sections need larger radii and smaller radii cause you to be more inclined to crack during bending.
Material Thickness
Titanium is simple to bend, yet wrinkles under pressure. The thicker sections demand extra power or heat and hence you need to compute the process properly depending on the sizes of materials.
Springback Effect
Titanium has an excellent recovery of bending. The springback will be required to get the final correct angle without any errors or misalignment.
Surface Condition
Surface defects weaken Titanium and act as crack initiation points. You are to ensure that all surfaces are clean, smooth and not scratched before bending operations start.
Temperature
Bending in cold maintains the material strength, however, reduces ductility, and bending in hot augments flexibility. One of the factors that you must select to prevent cracking and controlled deformation is temperature.
Common Problems in Bending of titanium
Cracking and Fatigue
Overstrain or tight bend radius and unidentified surface flaws in titanium parts may lead to cracking. The correct bend radii and pre-bend heat-treatment can be selected to avoid damage. Also, always ensure that surfaces are thoroughly checked before bending to reduce fatigue risk and to ensure component life.
Springback
The tendency of titanium to spring back after bending causes springback and inaccurate shapes. This may be overcome by slight over- titanium bending, calibration of your process, and stress-relief annealing following forming. Final angles are ensured with correct measurement.
Surface Damage
The presence of tension between tooling and titanium can cause scratches or gouges on surfaces, and lack of lubrication worsens the problem. It is also necessary that you should take caution to ensure that you always use smooth tooling and lubricants that are compatible with each other so that the fabrication process remains error-free and without any clean bends.
Inaccurate Bending
The unequal angles of titanium are due to the pressure imbalance or misalignment of the machine. In order to be accurate in bending final pieces you must calibrate equipment and test accuracy on trial bends with scrap material.
Heating Issues
Oxidation, embritt or non-homogenous heating may weaken titanium during bending. Close monitoring and control of temperatures and uniform heating methods are to be employed to maintain the strength of the materials and prevent any undesired microstructural alteration.
Applications of Bent Titanium Components
- Aircraft hydraulic tubing
- Surgical equipment and medical implants.
- Chemical processing pipelines.
- Marine hardware
- Auto racing parts
- Industrial heat exchangers
Best Practices for Bending Titanium Sheets
- Adequate Planning and Process Design: When bending titanium sheets, you must plan your activities and select the tools that will not result in cracks. The best outcomes will be realized by taking into account the sheet thickness, bend radius and material grade.
- Proper Clamping: Clamp the titanium sheets with the correct clamps to ensure that they do not slip. The clamps must be positioned at the same direction and the pressure evenly distributed along the bending edges in order to obtain the proper results.
- Gradual Bending Method: For titanium bending Stressing of material should be minimized when bending titanium sheets through incremental force. You are not to bend at once and you ought to know angles and not to jump or Deform suddenly.
- Process Monitoring: To check the behavior of the sheet, when bending, constantly observe to detect the stress points at a very early stage. There should be monitoring of safe and accurate results and a check of the alignment, surface finish and temperature change should be done regularly.
- Post-Bend Treatments: Stress relief, polishing or annealing can be performed following bending to improve the properties of the sheet. In order to test the final piece, you need to test it to identify cracks, surface flaws and dimensional accuracy.
Conclusion
In order to learn how to bend titanium, one should be familiar with the properties of materials, the preparation methods, and the ability to control the process. To obtain consistent results for titanium bending, you can select the right grade of titanium, plan bend radii, and use gradual and controlled forces. More advanced techniques like CNC, rotary draw and heat-assisted bending enhance precision and reduce flaws. After bending, the strength and surface quality are maintained at high standards, and cracks or bending are prevented through thorough inspection. No matter what kind of material you are dealing with, be it sheets, rods, tubes or wire, these best practices will allow you to make high performance, high-duty titanium components in aerospace, medical and industrial applications.


