21 лучших методов сборки деталей из листового металла
Технология сборки из листового металла важна и широко распространена во многих различных областях промышленности. К таким областям относятся автомобильная промышленность, аэрокосмическая техника и производство. Из всех этих вариантов клепка, безусловно, является одним из наиболее эффективных и распространенных способов соединения металлических листов. Более того, она обладает множеством преимуществ: высокая прочность и долговечность. Кроме того, она защищает от вибраций. Поэтому в этой статье мы рассмотрим 21 распространенный метод клепки, используемый во многих операциях с листовым металлом.
Что означает «сборка из листового металла»?
Сборка из листового металла подразумевает объединение отдельных деталей, которые затем соединяются вместе, образуя листовой металл. Таким образом, из них можно создавать цельные и сложные конструкции. Для этого часто требуется применение различных технологий, таких как клепка, сварка, клеи или механические крепежные элементы. Это позволяет добиться конструктивного соединения двух листов. Такие конструкции популярны в автомобильной, аэрокосмической, строительной и обрабатывающей промышленности. Они идеально подходят для случаев, когда необходимы легкие, прочные, долговечные и экономичные конструкции.
21 наиболее часто используемых методов клепки листового металла
Итак, вот наиболее распространенные методы сборки с помощью клепки листового металла, которые часто используются при работе с листовым металлом. Давайте обсудим все это подробно.
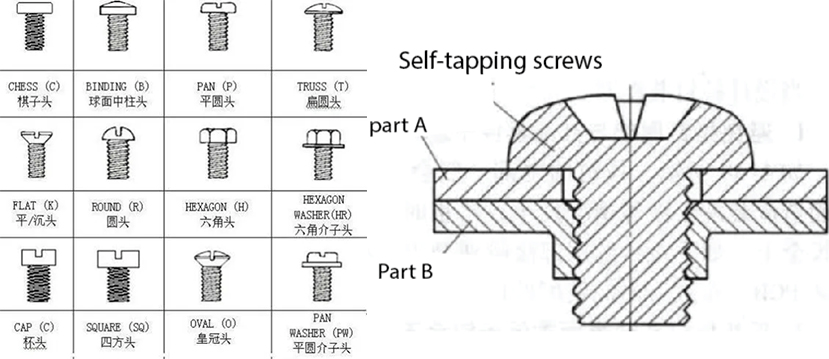
Сборка из листового металла: винты + саморез
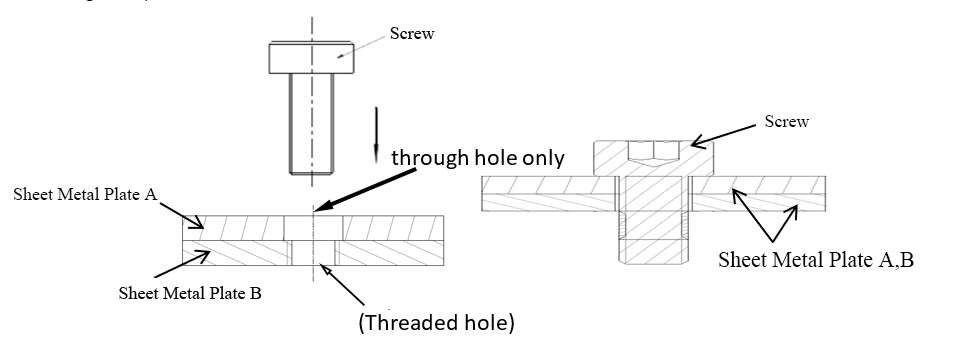
В этой технологии для соединения двух деталей из листового металла используются саморезы и гайки. Обычно соединение выполняется таким образом, чтобы на внешней стороне соединения образовывалась непрерывная резьба. Одна из этих двух деталей, как правило, имеет резьбовое отверстие. Вторая деталь имеет сквозное отверстие. Таким образом, саморез легко проходит через него и ввинчивается в следующую деталь с резьбовым отверстием. Таким образом, две детали надежно скрепляются.
Преимущества
- Простота разборки: Легко разбирается и заменяется при необходимости.
- Регулируемость: Позволяет вносить изменения в зависимости от размера компонента.
- Прочность: Обеспечивает большую удерживающую силу и может использоваться в любых условиях нагрузки.
Недостатки
- Чувствительность к вибрации: Со временем может ослабнуть из-за вибраций, обычно присутствующих в окружающей среде.
- Коррозия: Довольно легко ржавеет, если не обеспечить надлежащую обработку металла.
- Сложность: Отверстия должны совпадать с каждым слоем – процесс, который может занять время, особенно при работе со многими слоями.
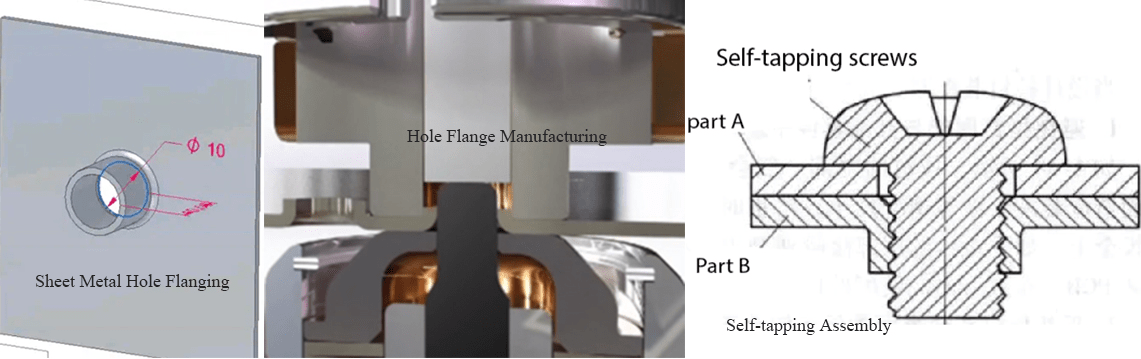
1.1 Фланцевое соединение для отверстий в листовом металле + самостоятельная сборка с винтами
В этом методе из двух металлических деталей одна будет иметь отверстия с внутренней резьбой. Ее можно изготовить методом нарезания резьбы. Резьба образует переплетенные нити внутри отверстия, благодаря чему винт легко зацепляется. Другая деталь обычно имеет сквозное отверстие. Теперь можно пропустить винт через отверстие, и он навинтится на резьбовое отверстие. Это резьбовые крепежные элементы. Таким образом, по мере того, как винт вращается, чтобы соединить два объекта, на другой детали создается резьба для их прочного соединения.
Преимущества
- Надежная фиксация: Обеспечивает клиенту прочную связь.
- Простота использования: Легко применять по сравнению с другими методами оценки и обратной связи.
Недостатки
- Износ нитей: В некоторых случаях можно использовать толстые нити, которые со временем могут изнашиваться, теряя прочность на разрыв.
- Чувствительность к вибрациям: Изменения легко деформируют изделие, и для минимизации этих эффектов требуется жесткая рама.
1.2 Сборка отверстия в листовом металле: фланцевое соединение + нарезание резьбы + ввинчивание
Здесь одна часть просверлена насквозь, а в другой просверлено отверстие для резьбы. Однако в этом случае резьбовое отверстие создается методом нарезания резьбы. Это означает, что сначала в металле просверливается отверстие. Затем необходимо нарезать резьбу, используя метчик. Нарезание резьбы — это процесс, при котором используется метчик, инструмент, необходимый для нарезания резьбы в материале. Таким образом, это облегчает нарезание резьбы самонарезающим саморезом по металлу. После нарезания резьбы винт пропускается через отверстие. После этого он ввинчивается в резьбовое круглое отверстие, чтобы скрепить обе части.
Преимущества
- Надежное соединение: Беспроводная технология обеспечивает временное или постоянное соединение, которое является более надежным и стабильным.
- Экономичность: Обычно обходится дешевле по сравнению с другими подходами или стратегиями.
Недостатки
- Требует много времени: Включает в себя предварительные процессы сверления и нарезания резьбы в имплантируемой конструкции.
- Зависимость от инструмента: Требует использования отдельных инструментов для нарезания резьбы.
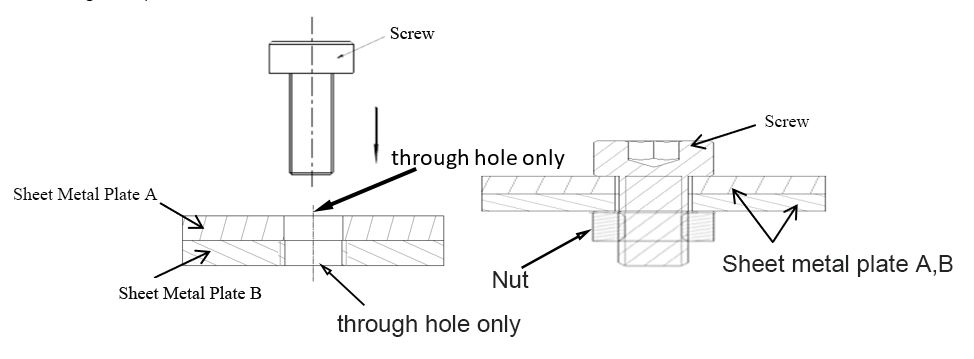
1.3 Сборка винта и гайки
В этом способе сборки из листового металла используются винты, гайки и болты. Обе детали из листового металла имеют сквозные отверстия для болтов. Винт проходит через отверстие в одной детали. Затем его можно закрепить на другой с помощью гайки. Таким образом, гайка имеет резьбовую часть, которая служит для зацепления винта за гайку, обеспечивая надежную фиксацию. Это делает сборку и разборку очень удобными. Таким образом, это идеально подходит для использования в случаях, когда часто требуется техническое обслуживание или изменение определенных настроек.
Преимущества
- Простота сборки: Минусы – Простота сборки – Процесс сборки, особенно при работе с лем-производителями, очень прост.
- Многоразовое использование: Также легко разбирать и повторно использовать основные компоненты или узлы и агрегаты.
Недостатки
- Вибрационная чувствительность: Гайки могут откручиваться со временем при использовании.
- Требуется доступ: Для сборки требуется доступ к обеим поверхностям.
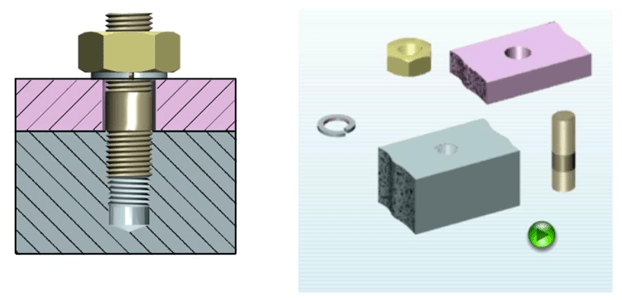
1.4 Двухрезьбовой винт + гайка в сборе
Если один из собираемых компонентов толще, можно использовать винт с двойной резьбой. Это позволит дополнительно обработать его через отверстие. В этом случае одна часть шпильки имеет наружную резьбу, а другая навинчивается с другой стороны гайки. Таким образом, часть вала соединяется с резьбовым отверстием путем нарезания резьбы. Затем шпилька ввинчивается в отверстие. На другом конце шпильки находится гайка, которая затем затягивается для соединения двух частей. Кроме того, наличие шпилек является преимуществом, поскольку обеспечивает более прочное крепление при приложении больших усилий во время сборки.
Преимущества
- Надежная фиксация: Наиболее подходит там, где прочность может быть проблемой.
- Многоразовое использование: Это означает, что после завершения цикла вы можете повторно использовать детали и узлы изделия.
Недостатки
- Сложная сборка: Легче сказать, чем сделать, а потом можно испортить гайки.
- Требует точного выравнивания: Необходимо правильно расположить и сориентировать отверстия, чтобы они правильно работали при сборке «сэндвича».
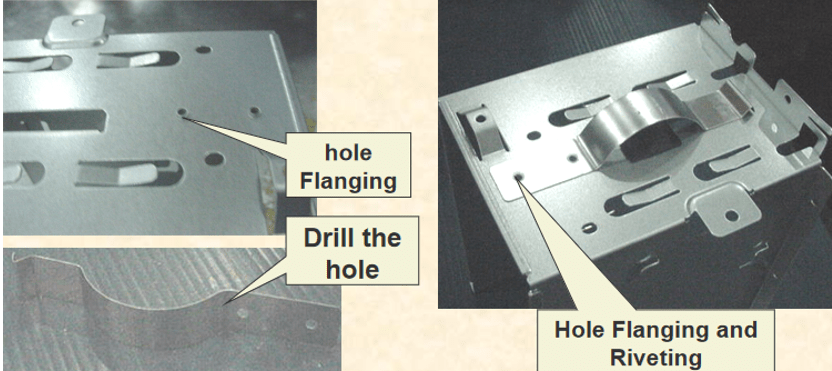
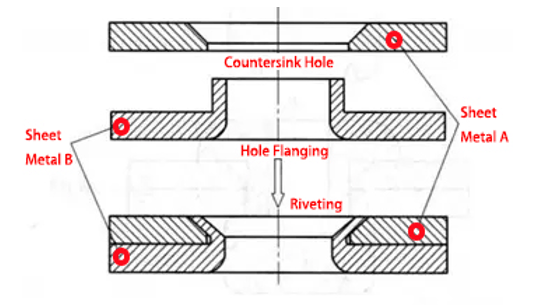
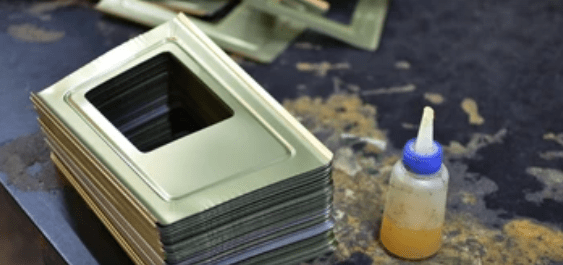
Сборка для фланцевания отверстий в листовом металле + заклепочный узел (самоклеящаяся конструкция из листового металла без заклепок)
Этот метод использует как технику фланцевого соединения, так и технику заклепочного соединения для сборки двух или более металлических листов. Процесс включает в себя создание фланцевого отверстия на одном металлическом листе и обычного отверстия на другом листе. Металлический лист с фланцевым отверстием вставляется в лист с обычным отверстием. Круглый пуансон может использоваться для плотного прижима фланцевых краев первого листа ко второму листу, надежно скрепляя их вместе.
Преимущества
- Прочное соединение: Не требуются заклепки; это обеспечивает очень прочное и надежное соединение.
- Долговечность: Хорошо работает в условиях вибрации или динамических нагрузок.
- Высокая эффективность: Использование круглых штамповочных форм для клепки обеспечивает высокую эффективность производства.
Недостатки
- Сложный процесс: Часто требуется рентгеновское сечение и разделение фланцев с последующей клепкой.
- Необходимы специальныеинструменты: Обычно требуются специальные инструменты или материалы для эффективного выполнения работы.
- Контроль качества: Качество сложно контролировать.
- Разборка: Одноразовая сборка, неразборная конструкция.
Сборка из листового металла: глухая заклепка и обжатый штифт
В эту категорию входят методы крепления двух или более параллельных плоских поверхностей листового металла с помощью заклепок, гаек или их комбинации. Главная цель — обеспечить максимально прочное и устойчивое конструктивное соединение между двумя элементами, выдерживающее различные нагрузки и напряжения.

Преимущества
- Прочность и долговечность: Образует прочное и долговечное соединение между двумя соединяемыми деталями.
- Экономичность: Как правило, недорогой.
Недостатки
- Непостоянство: Сложно разобрать.
- Зависимость от инструментов: Необходимо правильно заклепать деталь, используя специальные инструменты.
3.1. Сборка глухого заклепочного соединения
Такие заклепки называются вытяжными или глухими заклепками, это заклепки, предназначенные для установки с одной стороны заготовки. Этот тип заклепки особенно подходит в случаях, когда доступ к заготовке ограничен только одной стороной. Вот подробное описание процесса установки глухих заклепок: Вот подробное описание процесса установки глухих заклепок.
Процесс, используемый при глухой клепке.
1. Процесс подготовки отверстий
- Сверление: В листах металла, подлежащих соединению, делается небольшое отверстие, центры которого должны быть идеально выровнены, а диаметр отверстия должен быть немного больше диаметра заклепки.
- Удаление заусенцев: Края отверстий сглаживаются для устранения углов или острых краев, которые могут препятствовать соединению.
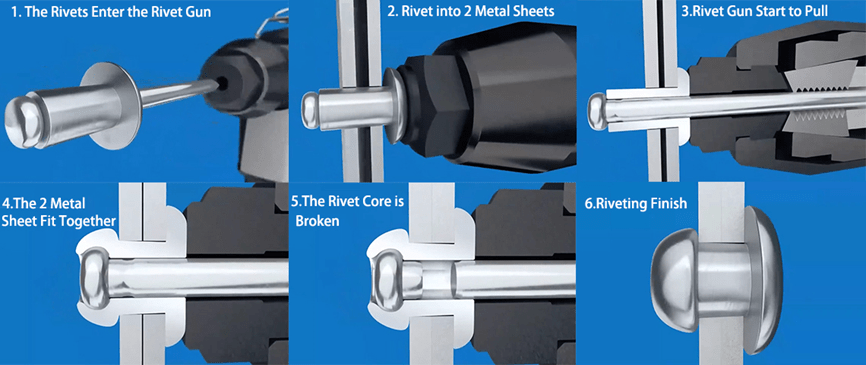
2. Процесс установки заклепки
- Установка: Глухая заклепка проходит через соответствующие отверстия в листовом металле, при этом их выступающие концы расположены последовательно.
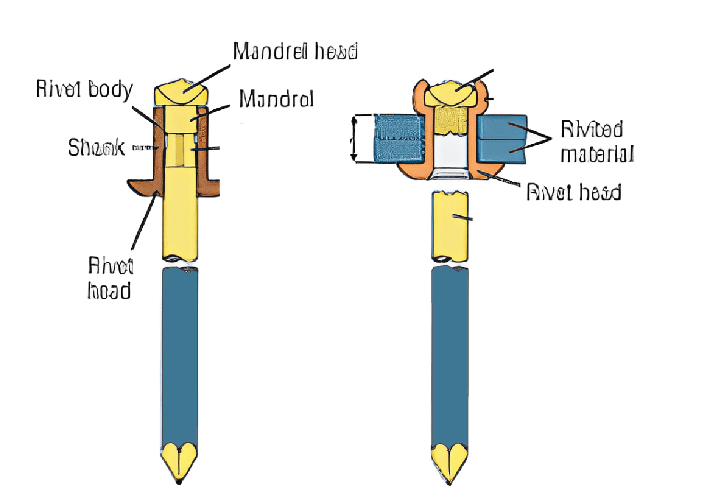
- Оправка: Заклепка состоит из двух частей: корпуса и оправки (штифт проходит через корпус заклепки).
3. Установка заклепки
- Заклепочный пистолет: Для извлечения оправки из корпуса заклепки используется насадка для заклепок или ручной инструмент, который протягивает ее через корпус. При протягивании оправки происходит повторное формирование глухого конца, что приводит к образованию прочного заклепочного соединения.
- Разрыв оправки: После того, как головка заклепки расширяется и надежно обхватывает другой лист металла, соединяя две металлические детали, оправка отламывается на определенной длине, оставляя корпус заклепки для завершения соединения.
Преимущества
- Простота установки: Считается, что установка относительно проста и для работы с ними может не потребоваться специальное обучение.
- Универсальность: Этот тип резака может резать большинство типов материалов и толщин, представленных на рынке.
Недостатки
- Ограниченная прочность: В целом, они менее эффективны, чем сплошные заклепки, поскольку крепление происходит снаружи пластин.
- Невозможность повторного использования: Заклепки, будучи установленными, не подлежат повторному использованию, в отличие от других способов крепления, после установки их нельзя использовать повторно.
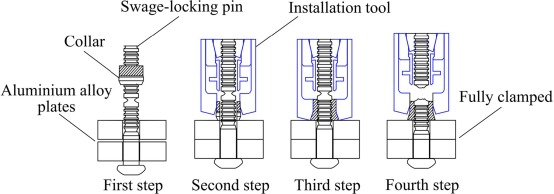
3.2. Сборка обжатого штифта
В частности, в узлах с кольцевой канавкой используются стопорные болты, идеально подходящие для создания прочных и антивибрационных соединений. Этот узел пользуется большой популярностью благодаря своей надежности и конструкции прочных, долговечных деталей.
Таким образом, используются следующие процессы.
- Подготовка отверстий: Предварительные отверстия должны быть просверлены в листовом металле, но их диаметр должен соответствовать диаметру засова.
- Вставка засова: Засов проходит через два отверстия, одно из которых совпадает с другим, для фиксации деталей.
- Установка засова: На конце засова, выступающем за сторону, на которую навинчивается гайка, устанавливается кольцо.
Преимущества
- Обеспечивает превосходные и высоконадежные точки соединения для различных компонентов.
- Хорошие антивибрационные/динамические характеристики.
Недостатки
- Сложная сборка: Некоторые конструкции могут требовать очень точного размещения отверстий в инструменте, что может создавать потенциальные проблемы при использовании в других областях применения.
- Необходимы специальные инструменты: Часто это невозможно выполнить с помощью обычного оборудования или просто голыми руками.
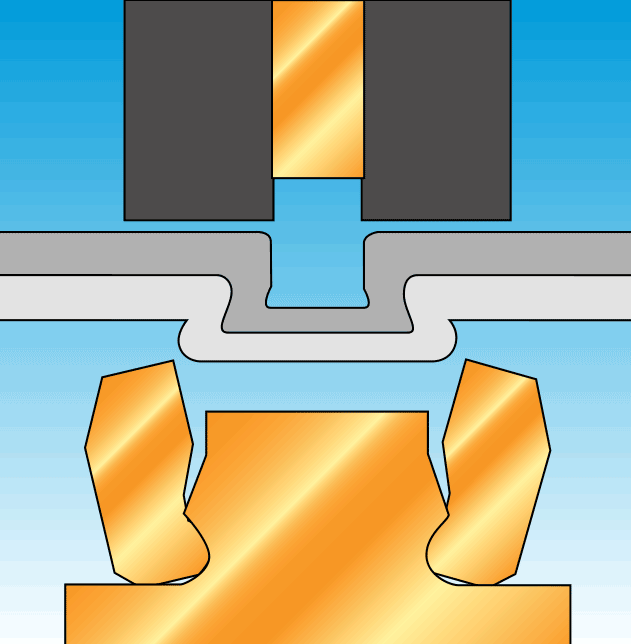
Техника сборки листового металла методом клепки под давлением
Техника клепки под давлением предполагает использование давления для деформации заклепки или крепежного элемента, обеспечивая плотное и надежное соединение в листовом металле. Этот метод широко используется благодаря своей эффективности и надежности при создании прочных соединений.
4.1 Сборка заклепочного узла
Сборка заклепок под давлением — это процесс, при котором заклепки вдавливаются в листовой металл под высоким давлением. Этот метод обеспечивает надежное крепление листов заклепками за счет деформации материала заклепки, что создает плотное прилегание. Итак, вот процессы клепки под давлением:
- Подготовка отверстий: Сначала просверлите или проколите отверстия в деталях из листового металла, чтобы их было легче соединить.
- Вставка заклепок: Вставьте заклепки в сделанные отверстия.
- Применение давления: Пресс или клепальная машина прикладывают давление к заклепкам, деформируя их и обеспечивая надежное соединение.
Преимущества
- Создает прочные и долговечные соединения.
- Эффективен для массового производства с гарантированными результатами.
Недостатки
- Специальное оборудование: Для этой работы требуются специальные клепальные станки.
- Не подлежит повторному использованию: Заклепки используются и фиксируются намертво только при применении на определенной поверхности или конструкции, они не подлежат повторному использованию.
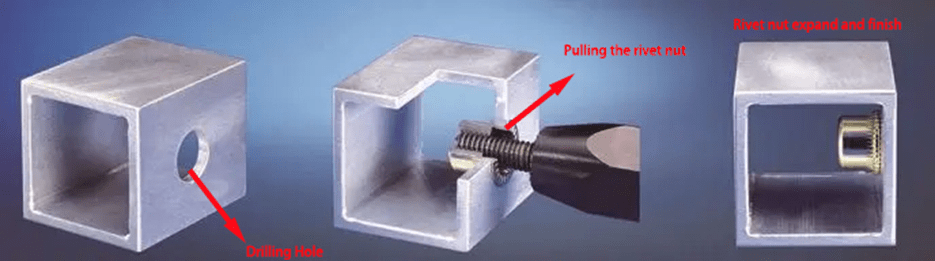
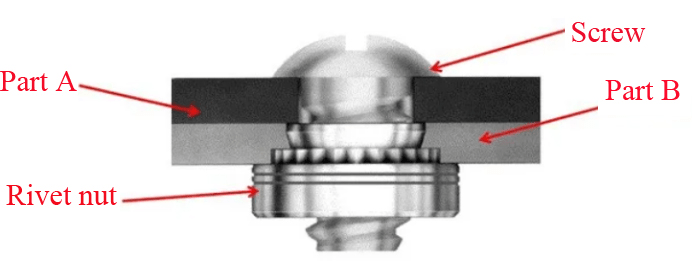
4.2 Сборка заклепочной гайки и винта
Итак, вот процесс сборки прижимной гайки:
- Подготовка отверстий: В листовом металле сверлятся или пробиваются отверстия, соответствующие внешнему диаметру гайки.
- Вставка гайки: Гайки устанавливаются в подготовленные отверстия.
- Применение давления: Пресс или клепальный станок прикладывает давление к гайкам, заставляя их вдавливаться в листовой металл. Поэтому гайки могут иметь насечки или зазубрины, которые врезаются в листовой металл, предотвращая вращение.
Преимущества
- Прочная резьба: Обеспечивает жесткие и прочные резьбовые соединения, которые можно использовать повторно.
- Высокая прочность: Хорошая сила извлечения и крутящий момент.
Недостатки
- Сложный процесс: Требует правильного приложения давления, чего иногда очень трудно добиться.
- Необходимы специальные инструменты: Для установки требуется специальное оборудование.
4.3. Сборка шпильки и гайки
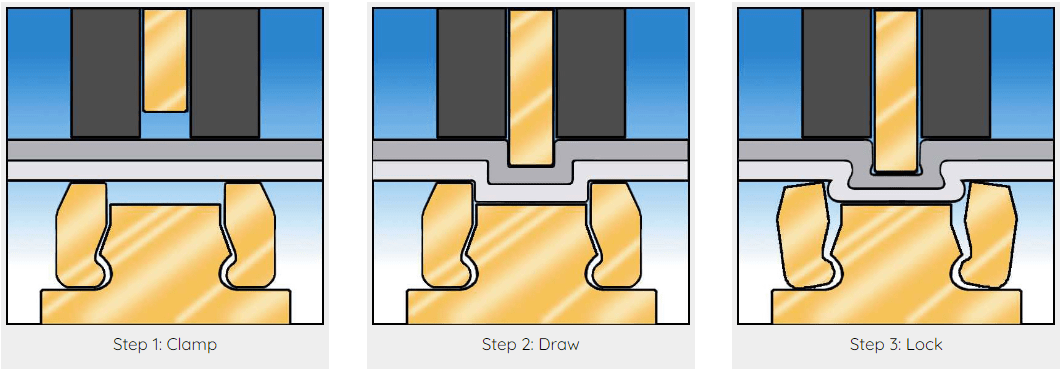
В этой технологии клепка — это процесс соединения металлических листов для промышленного использования, который не требует термоформовки и использования дополнительных крепежных элементов для скрепления металлов. Этот процесс включает в себя изгибание материала для создания надежного соединения между компонентами, обеспечивая тем самым прочное и надежное соединение.

Вот некоторые из процессов;
- Выравнивание компонентов: Организованная структура: компоненты из листового металла ориентированы для изготовления в определенной конфигурации.
- Операция прессования: Для приложения усилия в зоне соединения металлических элементов используется клепальный станок, снабженный необходимыми матрицами и/или пуансонами.
- Процесс формования: Материал в зоне соединения перекрывает и подгоняется друг к другу с повышенной жесткостью, образуя прочное соединение, не требующее использования дополнительных крепежных элементов или нагрева.
- Завершенная сборка: Дополнительные металлические детали теперь соединены и усилены друг с другом таким образом, что они прочно скреплены.
Преимущества
- Отсутствие дополнительных крепежных элементов: Снижает расход материала и упрощает сборку, поскольку не требуются заклепки, винты или сварочные прутки для соединения деталей.
- Процесс холодной формовки: Материал не подвергается нагреву, что гарантирует отсутствие деформации или повреждений элементов из-за высокой температуры.
- Высокая прочность: Обеспечивает стабильное соединение материалов и гарантирует их способность выдерживать механические нагрузки и вибрации.
Недостатки
- Зависимость от инструмента: Требуется использование специальных инструментов, которые трудно достать.
- Ограниченное применение: Не рекомендуется использовать все виды материалов и все толщины.
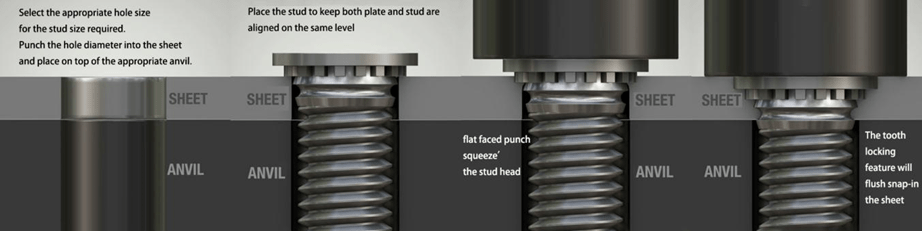
Установка гайки под давлением предполагает вдавливание гайки в листовой металл под давлением. Это создает резьбовую вставку, в которую можно вкрутить болт или винт, обеспечивая прочное, многоразовое крепление.
Техника ротационной клепки
Устройство для ротационной клепки листового металла — это приспособление, используемое для соединения тонких листовых металлических деталей с помощью ротационной клепки и сборки. Ротационная клепка — это метод сборки, при котором пользователь вращает инструмент, который вставляет заклепки в предварительно сформированные отверстия для соединения двух или более деталей из листового металла. Это производственная технология, часто используемая в таких отраслях, как автомобилестроение, где требуется высокоскоростная и даже механизированная сборка.
.
Итак, вот его процессы.
Подготовка отверстий: В определенных местах металлических компонентов сверлятся или пробиваются отверстия для установки заклепок;
- Установка заклепок: Заклепки устанавливаются в просверленные отверстия в местах соприкосновения двух пересекающихся металлических деталей.
- Вращающийся заклепочный инструмент: Затем устанавливаются головки заклепок, и вращающийся заклепочный инструмент приводится в контакт с головками заклепок и приводится в действие.
- Деформация и соединение: Когда головки заклепок выступают на поверхность, поток и давление заставляют металлические детали плотно прилегать друг к другу. Вращение инструмента помогает равномерно распределить давление во всех направлениях, чтобы придать головкам заклепок выпуклую форму и обеспечить равномерное соединение всех деталей.
Преимущества
- Скорость: Недорогое, молниеносное производство, идеально подходящее для массового производства.
- Равномерность: Обеспечивает стабильное качество и прочность соединений между различными деталями, сводя к минимуму поломки и ослабление соединений.
- Прочность: Отличается высокой производительностью, гарантируя жесткость и прочность соединений для различных применений.
- Автоматизация: Подходит для использования на автоматизированных сборочных линиях, где затраты на рабочую силу минимизируются, а эффективность значительно повышается.
Недостатки
- Зависимость от инструмента: Напоминает ступицу, но требует сборки с использованием специальных вращающихся клепальных инструментов.
- Долговечность: Сложно разобрать.
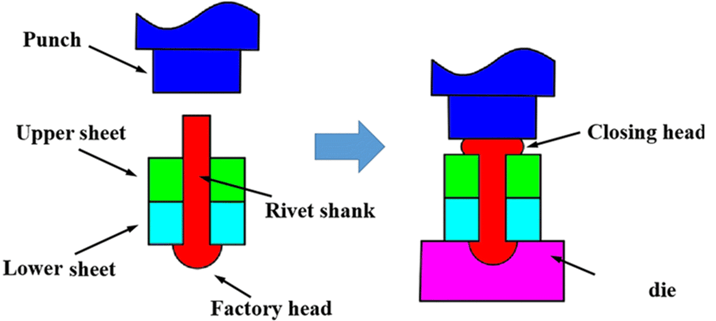
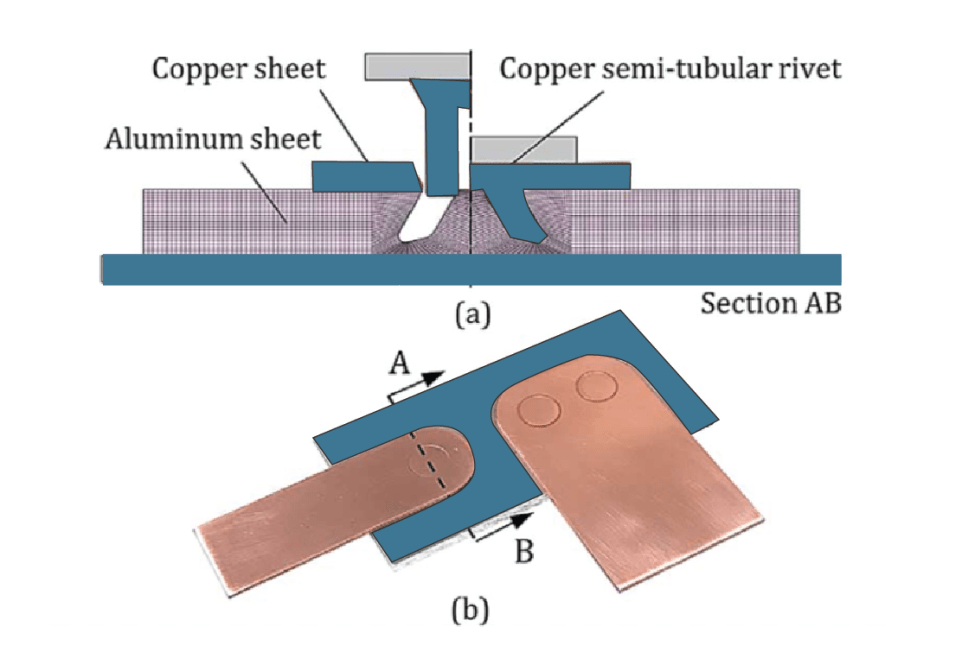
Заклепочный узел и самопрокалывающийся узел для листового металла (SPR)
Сборка листового металла методом самопрокалывания (SPR) с использованием заклепок — это процесс соединения двух или более металлических компонентов с помощью самопрокалывающих заклепок. Этот метод работы оказывается полезным, поскольку обеспечивает чрезвычайно прочные и жесткие соединения, и не требует предварительного сверления отверстий или использования других крепежных элементов.

Вот некоторые этапы процесса:
- Подготовка компонентов: Металлические детали устанавливаются в правильном положении для обработки с целью повышения их качества и обеспечения возможности сборки.
- Установка самопрокалывающих заклепок: Самопрокалывающие заклепки представляют собой конические металлические детали, вставляемые в зону соединения и включающие в себя корпус заклепки и оправку.
- Операция прессования: Для достижения требуемых усилий обычно применяется гидравлический или механический пресс к головкам заклепок, после чего активируются оправки.
- Отламывание оправки: После завершения обтекания оправки материалом заклепки, излишки материала отсекаются в различных местах для получения головок заклепок.
- Завершенная сборка: Завершенные соединенные металлические детали гарантируют прочное соединение и способность выдерживать большие нагрузки.
Преимущества
- Высокая прочность: Обеспечивает высокостабильные соединения, механическую надежность и способность выдерживать механические нагрузки и вибрации.
- Отсутствие предварительного сверления отверстий: Исключает необходимость предварительного сверления отверстий, что способствует экономии времени и средств в процессе производства.
Недостатки
- Зависимость от инструмента: Неоадаптивные информационные системы имеют специальные требования к самозащите, называемые инструментами SPR.
- Непостоянство: Сложно разобрать.
Сборочный узел FDS (самосверлящийся сверлильный станок с термоклеем)
Это тип сверла, содержащий систему усиления зазоров с помощью термической обработки, а также приводное устройство, используемое в обрабатывающей промышленности.
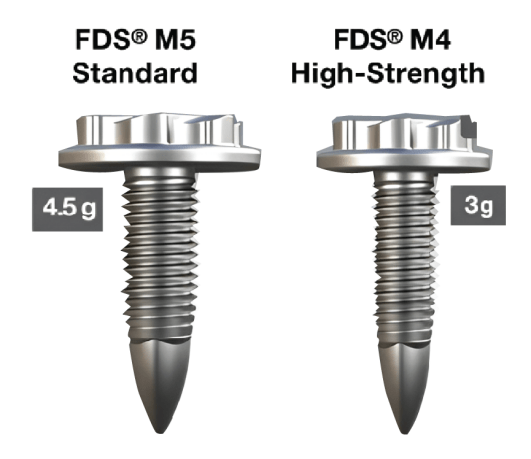
Технология FDS (термоплавкое самосверление) — это процесс, используемый для крепления деталей из листового металла путем сверления и нарезания резьбы винтом за один проход. Этот метод имеет следующие преимущества: он позволяет создавать идеально герметичные соединения, способные выдерживать нагрузку; нет необходимости в предварительном сверлении отверстий и других крепежных элементов.
Процесс;
- Выравнивание компонентов: Электроформованные металлические листы располагаются в соответствии с планом их использования в механическом процессе.
- Операция сверления и крепления: Саморез, установленный в инструменте FDS, размещается над местом соединения двух металлических деталей. Инструмент выполняет функцию создания направляющего отверстия и обеспечивает удержание самореза в соединяемом материале.
- Установка винта: Одним из таких крепежных элементов является саморез, который просверливает верхнюю металлическую деталь, создавая резьбу на прилегающей нижней детали для надежного соединения.
- Завершенная сборка: Оба комплекта металлических деталей успешно спаяны, плотно прилегают друг к другу и дополняют друг друга, образуя жесткую конструкцию.
Преимущества
- Отсутствие предварительного сверления отверстий: Экономия времени и денег, поскольку не требуется сверлить отверстия по бокам соединяемых компонентов перед сборкой.
- Высокая прочность: Образует прочные и долговечные соединения, способные выдерживать механические нагрузки и вибрации.
Недостатки
- Зависимость от инструмента: Для этого требуются специализированные инструменты FDS.
- Сложный процесс: Процесс сильно зависит от температуры и давления, которые должны строго регулироваться.
Сборка из листового металла с защелками
Защелкивающиеся соединения из листового металла — это крепежные элементы, используемые для соединения листового металла, где выступы и пазы позволяют создать зацепляющуюся схему, благодаря которой одна деталь автоматически входит в зацепление с другой. Этот метод упрощает разборку и сборку без необходимости использования каких-либо дополнительных крепежных элементов или инструментов.
- Выравнивание компонентов: Металлические детали располагаются определенным образом, как это требуется для сборки основного компонента.
- Защелкивающееся соединение: На одном компоненте могут быть созданы локальные выступы (выступы или защелки), а на другом — углубления (гнезда). Таким образом, окончательное соединение включает в себя собираемые компоненты, а защелки фиксируются в гнездах для плотной посадки.
- Завершенная сборка: Соединяемые металлические компоненты закрепляются различными крепежными элементами, так что в собранном виде детали надежно зафиксированы и могут быть легко разъединены при необходимости.
Преимущества
- Простота сборки: Легкость сборки, разборка и сборка за короткое время, простая конструкция.
- Многоразовое использование: Изделия легко разбираются для вторичной переработки, предусмотрена возможность проверки каждой детали.
Недостатки
- Ограниченная прочность: Не рекомендуется использовать там, где требуются высокие нагрузки.
- Требуется выравнивание: Необходимо убедиться, что склеиваемый материал и обрабатываемая область имеют правильную форму и размер, чтобы склеиваемый материал плотно прилегал.
Техника сварки листового металла при сборке
Сварка листового металла — один из наиболее эффективных методов соединения, направленный на соединение деталей из листового металла путем приложения силы и тепла для создания прочного и долговечного соединения между металлами. Эта технология имеет следующие преимущества: она позволяет создавать высокопрочные и надежные соединительные системы, обеспечивающие устойчивость конструкций к механическим нагрузкам и вибрациям.
So, let’s have a look over its processes;
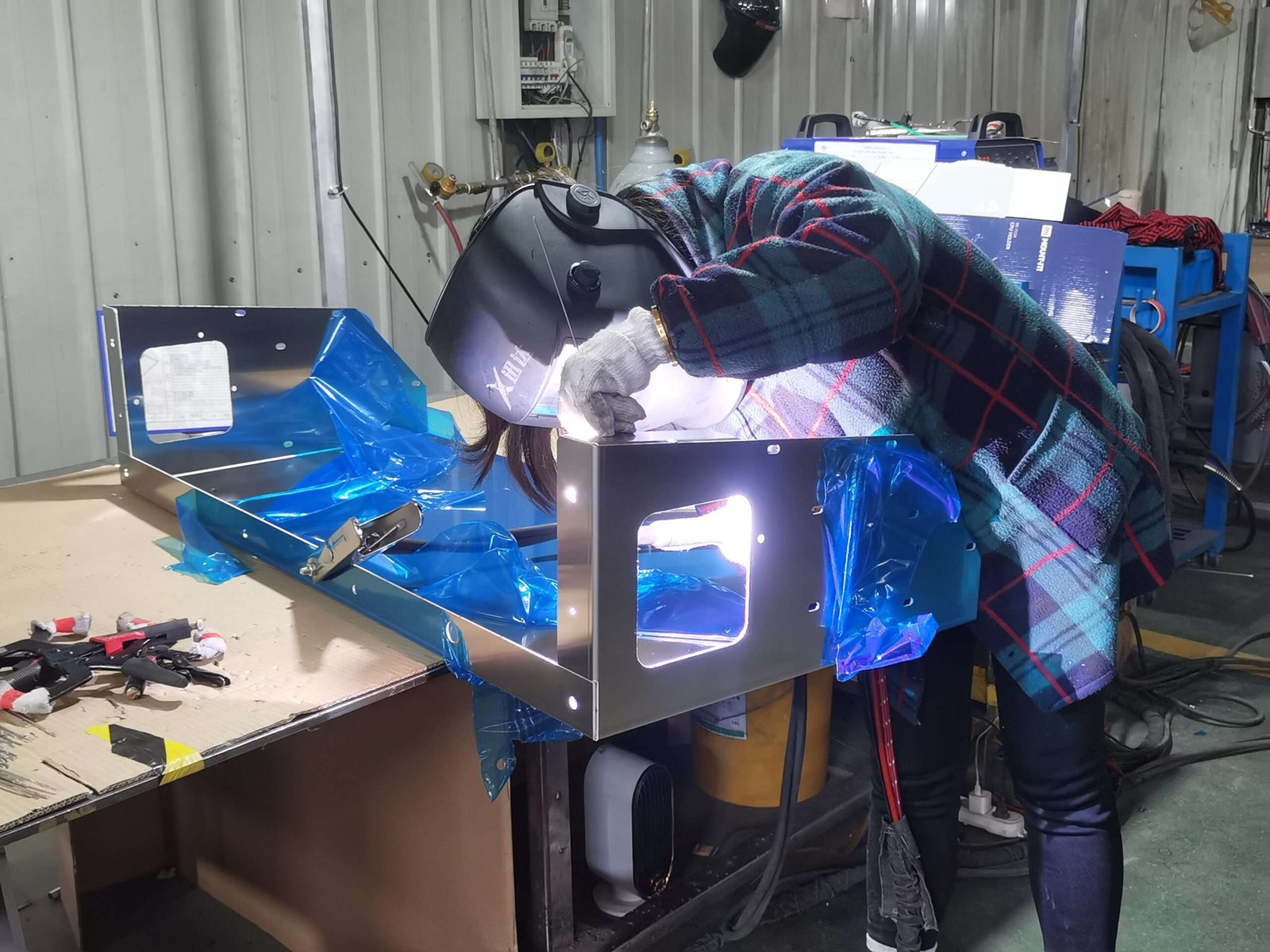
9.1. Техника ручной сварки
Как уже объяснялось ранее в разделе об автоматической сварке, ручная сварка требует от профессионального сварщика перемещения сварочной горелки к месту соединения, а затем приложения тепла и давления для расплавления основного металла, а также присадочного материала для образования сварного шва. Ручная сварка, как следует из названия, превосходит ручную по гибкости и точности, поскольку операторы могут легко применять различные условия сварки для различной толщины материала и типов соединений.
Преимущества
- Гибкость: возможность применения различных материалов и соединений, а также подходящие типы сварных швов.
- Точность: высокая точность работы сварщиков, поскольку соединяемые детали требуют сложных операций.
Недостатки
- Трудоемкость: высокая квалификация, что приводит к увеличению затрат.
- Медленнее: требует индивидуальной настройки и занимает больше времени по сравнению с другими видами автоматизированной сварки.
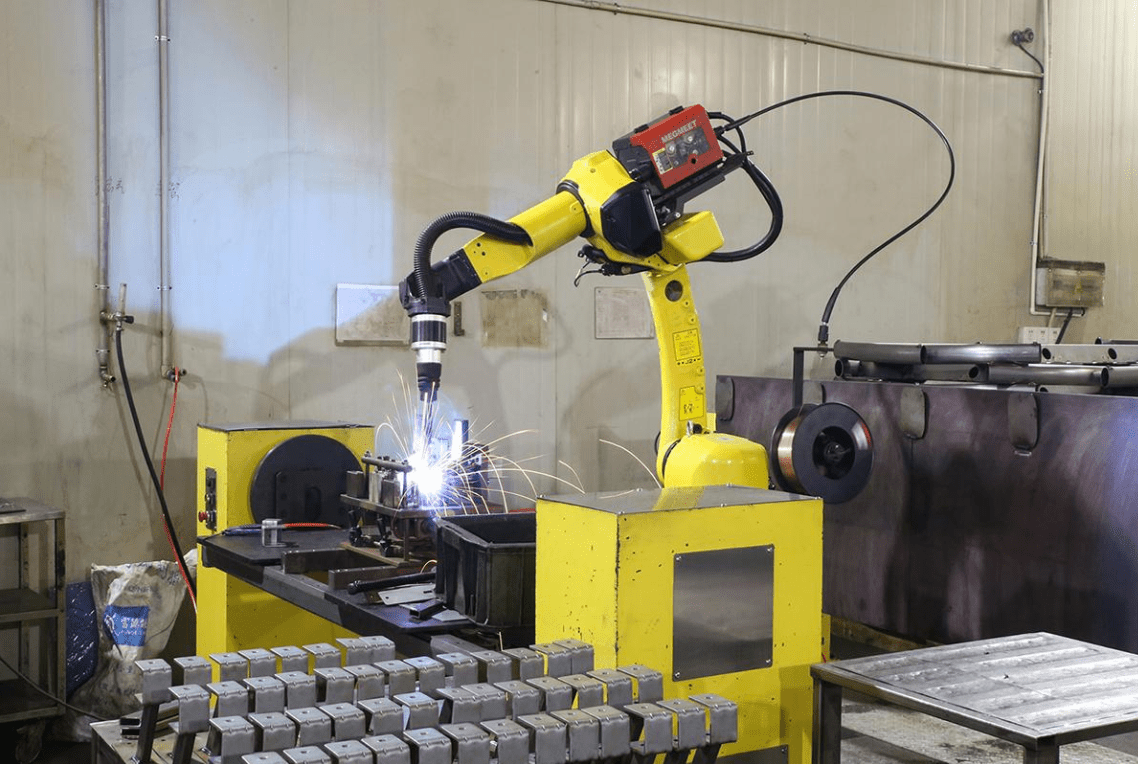
9.2. Техника роботизированной сварки
Роботизированная сварка листового металла, также известная как автоматическая сварка, подразумевает использование сварочных роботов вместе со сварочными горелками для выполнения сварочных работ. Она обеспечивает надежный результат благодаря способности поддерживать однородность и точность свариваемого изделия, а также сокращает трудозатраты по сравнению с ручной сваркой.
Преимущества
- Стабильность: Обеспечивает равномерность и точность размеров сварного шва.
- Эффективность: Автомобили производятся в больших количествах с низкой или низкой загрузкой рабочей силы.
Недостатки
- Высокая первоначальная стоимость: Сложно создать в качестве основных средств, требуются значительные средства на установку и обслуживание.
- Ограниченная гибкость: Больше подходит для повторяющихся задач и не очень подходит для сложных или специфических задач заказчика.
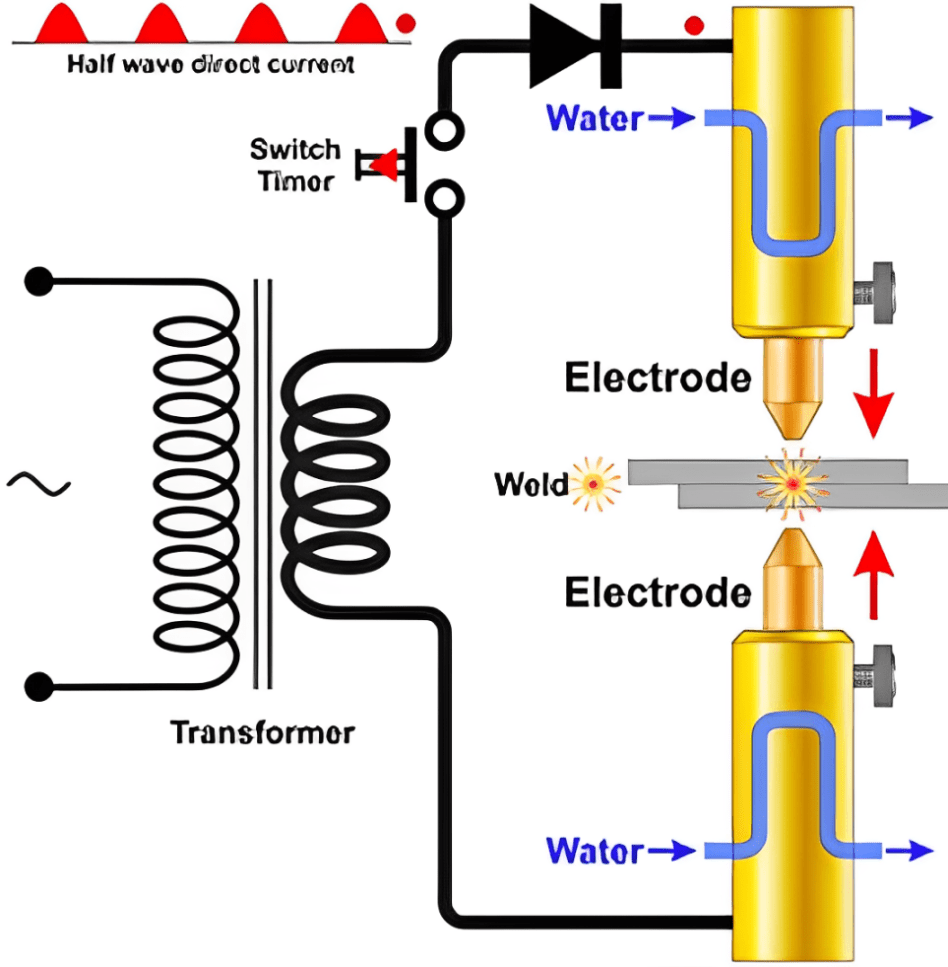
9.3. Точечная сварка листового металла. Техника сварки листового металла. Сборка.
Точечная сварка листового металла — это метод, используемый в большинстве производственных компаний для точечной сварки тонких листовых металлов. Эти компании используют точечный сварочный аппарат. Этапы включают в себя приложение силы и электричества к месту соединения металлических деталей, в результате чего происходит сварка. Ниже приведено описание процесса, а также его преимущества и недостатки:
Процесс
- Подготовка: Перед сваркой металлические листы, подлежащие сварке, сначала проходят процесс очистки, чтобы удалить любые помехи, препятствующие сварке.
- Выравнивание: Листы позиционируются правильно, обеспечивая контролируемое перемещение через определенные интервалы во время сварки.
- Размещение электродов: Контрольные зонды, обычно из медного сплава, размещаются по обеим сторонам зоны соединения.
- Приложение давления: В этом случае давление также прикладывается к зоне соединения, чтобы обеспечить правильный контакт электрода с металлическими листами.
- Прохождение электрического тока: В зоне соединения металлических листов и электродов проходит сильный ток. Ток создает противонапряжение за счет накопления тепла, и при сварке металла образуется сварочный шов.
- Охлаждение: Когда ток отключается, основной металл и присадочный металл охлаждаются и затвердевают, создавая дополнительное давление и, следовательно, обеспечивая прочное соединение.
Преимущества
- Быстрота и экономичность: Это особенно выгодно, поскольку точечная сварка может быть выполнена за короткий период времени, и поэтому подходит, например, для автомобильной промышленности, где требуется соединять листовой металл в больших количествах.
Недостатки
- Ограничения по форме: Хотя точечная сварка возможна только при определенных формах и конфигурациях деталей, это ограничивает область ее применения. Действительно, ее следует применять с осторожностью, особенно при проектировании таких двухзонных соединений.
- Зона термического воздействия: Высокая концентрация тепла значительно нагревает зону точечной сварки и создает зону термического воздействия вокруг сварного шва, где свойства металла могут быть нарушены.
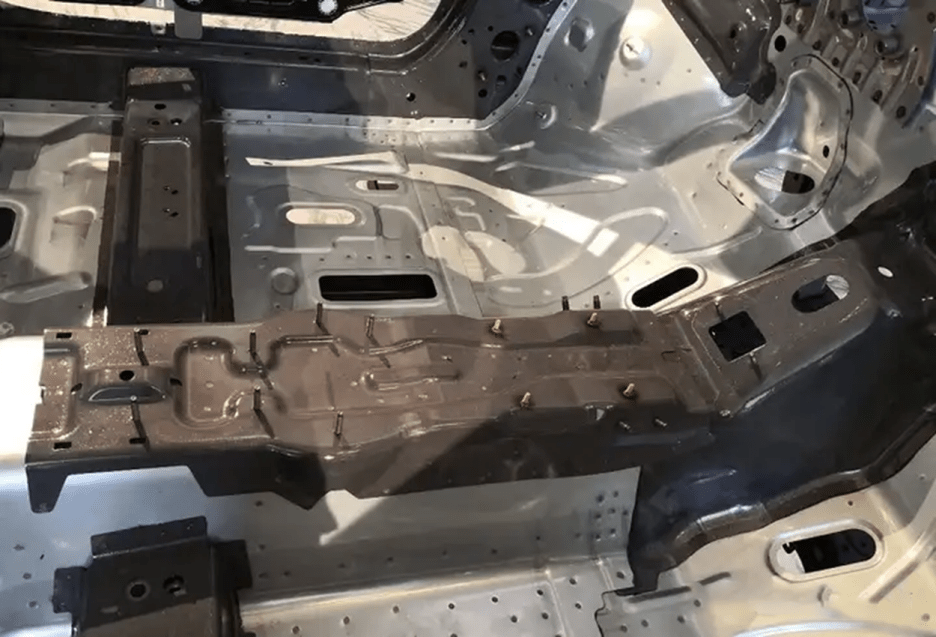
9.4 Техника сборки листового металла с помощью алюминиевых шпилек
Сварка алюминиевых шпилек — это процесс, при котором конец алюминиевой шпильки прикладывается к поверхности алюминиевой пластины, загорается дуга и на шпильку оказывается определенное давление. Таким образом, сварка возможна после того, как контактная поверхность шпильки расплавится.
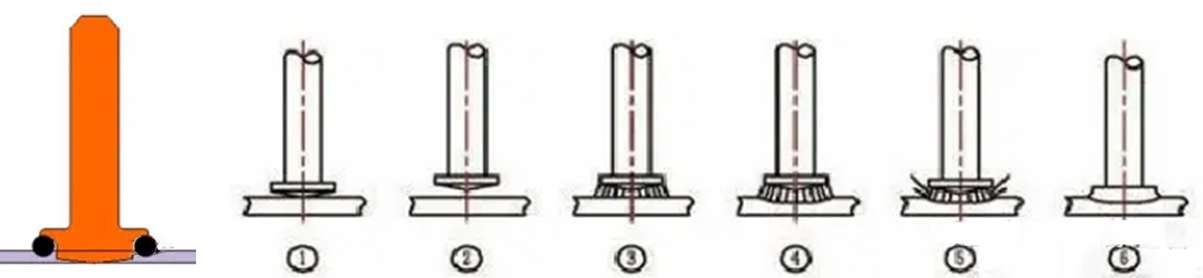
Процесс сварки алюминиевых шпилек в основном включает четыре этапа: затяжку, предварительную затяжку, сплавление и вытягивание.
Преимущества
- Сварка алюминиевых шпилек эффективна, экономична, быстра и гибка.
Недостатки
- Однако у неё есть и некоторые недостатки, например, слабая прочность сцепления.
По сравнению с прочностью соединения, сварка алюминиевых шпилек одного типа и спецификации относительно слабее, чем сварка стальных шпилек. Она предпочтительно применяется для крепления жгутов проводов, труб и зажимных устройств на штампованных алюминиевых заготовках.
Техника затяжки петель:
Технология изготовления петель из листового металла — это метод, при котором петли прикрепляются болтами или сваркой к деталям из листового металла и проектируются таким образом, чтобы обеспечивать движение вокруг центральной оси. Этот метод чаще всего используется для различных типов дверей, шкафов и люков доступа.

Итак, вот некоторые из этих процессов;
- Установка петель: Подготавливаются и отмечаются два соединительных края на соответствующих местах деталей из листового металла для облегчения процесса сборки изделия.
- Крепление: Для крепления петель к кузову автомобиля или любой другой конструкции из листового металла используются, например, винты или заклепки.
- Функциональность петель: При использовании в конструкциях из листового металла петли позволяют деталям свободно поворачиваться и вращаться без трения, обеспечивая при этом функциональность, включая, помимо прочего, открывание и закрывание дверей или панелей.
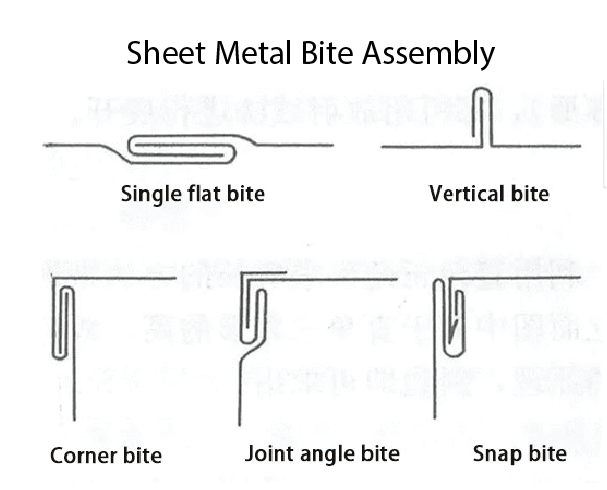
Техника укуса
Техника соединения «зацепление» — это первый этап соединения деталей, представляющий собой сопряжение, образованное путем нарезания зубцов или насечек на двух металлических листах и последующего их надежного соединения. Этот метод крепления основан на силе, прилагаемой зубцами, для предотвращения разъединения соединяемых компонентов, что повышает механическую прочность и жесткость конструкции.
Итак, ниже описаны его процессы.
Формирование зубьев: Вращение или нарезка зубьев или насечек на периферийной кромке или боковой поверхности деталей из листового металла осуществляется с помощью специализированного оборудования или механизмов.
Механизм зацепления: Зубья соединяемых листов зацепляются путем правильного размещения деталей из листового металла и максимально близкого расположения зубьев друг к другу.
- Завершенная сборка: После сборки деталей из листового металла создается механизм зацепления с большой силой за счет сцепления зубьев, обеспечивая сопротивление и усилие, которое трудно приложить для разъединения деталей.
Преимущества
- Универсальность: Рекомендуется для использования на дверях, панелях и деталях, которые часто подвергаются движению.
- Долговечность: Это прочный тип соединения, гарантирующий хорошую синергию между двумя соединенными устройствами.
Недостатки
- Требуется выравнивание: В основном, для корректной работы системы требуется высокая степень координации.
- Сложная сборка: После других методов крепления, однако, этот метод более сложен.
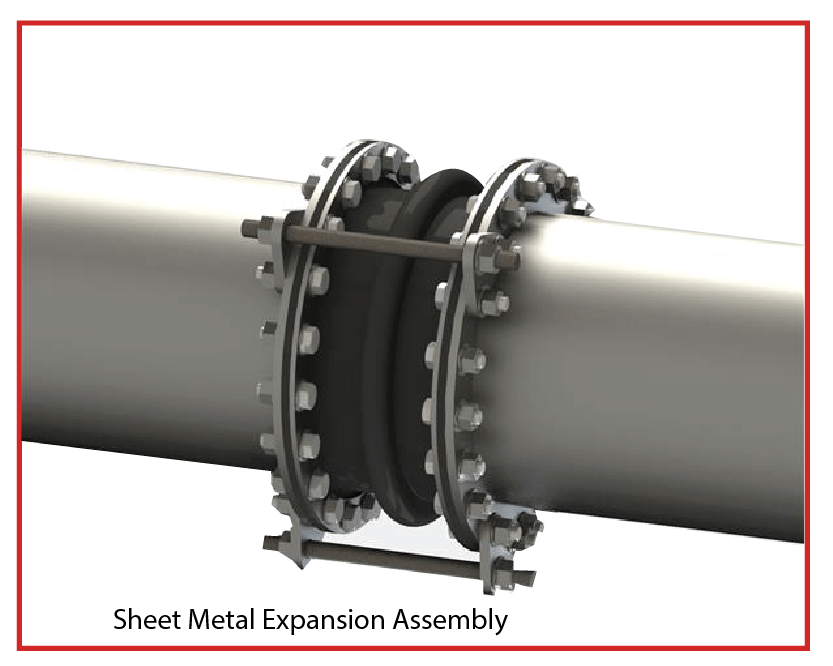
Техника расширения
Техника крепления листового металла с помощью расширения — это метод, основанный на принципе расширения по меньшей мере одного, а предпочтительно двух или даже более элементов из листового металла для надежного соединения с соответствующими ответными частями или аксессуарами. В этой технике используется сила расширения, создаваемая специальными инструментами или устройствами, для фиксации компонентов в нужном положении.
Итак, вот некоторые из его процессов;
- Подготовка компонентов: Листовые металлические детали, используемые в сборке, очищаются и подготавливаются, чтобы гарантировать отсутствие нежелательных элементов, таких как ржавчина или любые другие нежелательные компоненты в конечном изделии.
- Операциярасширения: Для расширения одной или нескольких листовых металлических деталей используются соответствующие инструменты или расширители, называемые оправками или гидравлическими прессами.
- Выравнивание приспособлений: После операции формовки листовые металлические компоненты правильно соединяются и позиционируются вдоль соответствующих сопрягаемых частей приспособлений для окончательной сборки.
Преимущества
- Прочное соединение: Обеспечивает значительную прочность по сравнению с другими типами соединений благодаря прочности материала и геометрии.
- Отсутствие дополнительных крепежных элементов: Снижает затраты на материалы, поскольку нет необходимости закупать или изготавливать такие материалы и компоненты.
Недостатки
- Сложный процесс: Подходит для отделений, требующих строгой точности формирования и выравнивания зубов в зубочелюстной полости.
- Непостоянный: Сложно демонтируется.
Техника сборки листового металла с помощью клея
Клеевая сборка листового металла — это процесс соединения листового металла с использованием клеящих веществ или адгезивов для фиксации металлических деталей. Преимущество этой технологии заключается в возможности быстрого и надежного соединения без использования крепежных элементов или сварки.
Итак, вот как это происходит:
Подготовка поверхности: Перед началом сборки на металлообрабатывающем заводе поверхности склеиваемых деталей из листового металла очищаются и подготавливаются для обеспечения успешного склеивания.
Нанесение клея: Клей или связующие вещества, нанесенные на подготовленные листы металла, используются для нанесения на детали с помощью специально изготовленных аппликаторов или дозаторов.
Преимущества
- Надежное соединение: Большинство из них обеспечивают безопасное и надежное крепление объекта.
- Универсальность: Могут использоваться в различных местах и с любыми материалами.
Недостатки
- Зависимость от инструментов: Для достижения желаемого результата необходимы специальные инструменты для расширения.
- Долговечные: Нелегко разобрать.
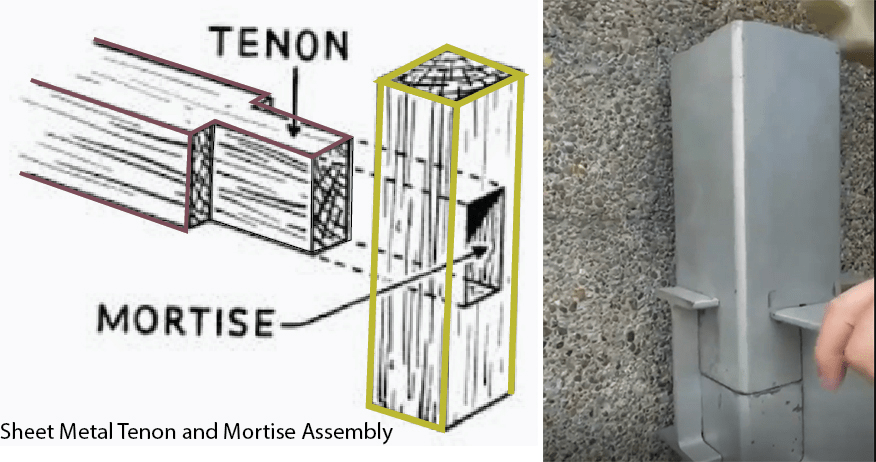
Шиповые соединения
При этой технологии в одном листе вырезается круглое или овальное отверстие, а на втором листе формируется соответствующий выступ или шип. Соединение листового металла с помощью шипового соединения — это традиционный способ соединения листового металла, заимствованный из деревообрабатывающей промышленности, и требует образования зацепляющего соединения между двумя листами металла. Эта технология означает, что в одном листе имеются вырезы или отверстия, называемые пазами, а в другом — выступы или выступы, называемые шипами, благодаря чему они соединяются, дополняя друг друга.
Итак, давайте рассмотрим эти процессы:
- Изготовление пазов: В одном из листов металла просверливаются отверстия или прорези, называемые пазами.
- Формирование шипов: Заготовки для ковки изготавливаются с помощью резки, гибки или штамповки, а на другом компоненте из листового металла формируются шипы или выступы.
- Сборка с зацеплением: Одна деталь соединяется с другой с помощью паза и шипа на другой детали, используя шипы и пазы.
Преимущества
- Не требует нагрева или инструментов: упрощает этап производства.
- Гибкое применение: подходит практически для всех типов тканей.
Недостатки
- Время отверждения: материалу требуется время для отверждения или достижения максимальной прочности.
- Ограниченная несущая способность: в большинстве случаев обеспечивает меньшую силу натяжения, чем механические застежки.
Направляющая в сборе
Сборка направляющих рельсов относится к процессу установки направляющих рельсов на механизмы, которые могут представлять собой рельсообразные конструкции, обычно металлические, и обеспечивают средство для направления или ограничения движения другой части машины. Эти рельсы определяют точность движения и позиционирования и поэтому имеют решающее значение в большинстве применений машин и устройств.

Вот некоторые из его процессов.
- Монтаж направляющих: Направляющие рельсы крепятся или устанавливаются на заданную поверхность или конструкцию с помощью крепежных элементов, таких как винты, болты или заклепки.
- Выравнивание: Направляющие рельсы устанавливаются в правильном положении в зависимости от заданного направления движения, так чтобы они были прямыми и параллельными друг другу.
- Крепление подвижных элементов: Как правило, к направляющим рельсам прикрепляются или фиксируются болтами скользящие детали или подвижные механизмы, такие как направляющие, каретки или порталы.
Преимущества
- Прочная фиксация: Обеспечивает долговечное соединение между используемыми устройствами или оборудованием благодаря высокой эффективности.
- Отсутствие дополнительных крепежных элементов: Утилизация отходов также влияет на стоимость материалов, поскольку минимизирует использование доступных материалов и ресурсов.
Недостатки
- Сложный процесс: Архитектура гражданских церквей требует очень точного формирования шиповых соединений.
- Долговечное исполнение: Нелегко демонтируется.
Металлическая сборка штифтов
Сборка с использованием металлических штифтов — это процесс соединения двух или более деталей из листового металла с помощью металлических штифтов или дюбелей в качестве соединительного элемента. Эти штифты вставляются через отверстия соответствующего контроллера в согласованной конфигурации, что является удобным способом их соединения.

Таким образом, его процессы таковы:
- Подготовка отверстий: В деталях из листового металла обычно имеется определенное место, куда вставляется штифт для соединения деталей, и для формирования точки соединения сверлятся, пробиваются или иным образом делаются отверстия.
- Вставка штифта: Это делается с помощью металлических штифтов или дюбелей, при этом просверливаются соответствующие отверстия для фиксации соединяемых деталей путем вставки штифтов в эти отверстия.
Преимущества
- Прочное соединение: Обеспечивает прочное и стабильное соединение.
- Точность: Позволяет обеспечить плотное прилегание каждого компонента к другому, создавая прямые углы для точной подгонки.
- Гибкость: Универсальность при работе со всеми типами материалов, возможность работы с материалами различной толщины. Отверстия также могут быть просверлены с использованием различных технологий.
Недостатки
- Трудоемкость: Подготовка отверстий — это процесс, требующий больших затрат энергии и времени.
- Чувствительность к вибрации: Со временем может ослабевать из-за вибраций или динамических нагрузок на конструкцию.
- Требования к выравниванию: Это четко указывает на необходимость формирования отверстий в правильном положении для обеспечения их надлежащей подгонки.
Металлический ключ в сборе
Сборка металлических деталей с помощью шпонок обычно осуществляется с использованием металлических шпонок или путем создания шпоночных пазов, которые обеспечивают правильное выравнивание и соединение компонентов в листовом металле. Они устанавливаются в пазы или углубления на одном или обоих элементах таким образом, чтобы гарантировать, что они не будут легко выпадать.

Итак, давайте рассмотрим процессы
- Обработка пазов для ключей: С помощью режущих или фрезерных инструментов пазы или выемки подготавливаются или вырезаются непосредственно на поверхностях, где соединяются детали из листового металла.
- Фиксация: Для минимизации смещения или возможности закрытия замков могут использоваться такие методы, как сварка, клепка, а также клеевое соединение.
- Испытания: Отдельные детали проверялись для подтверждения предположения о том, что ключи обеспечивают правильную точность выравнивания и соединения.
Преимущества
- Прочные и надежные соединения: Это обеспечивает прочное и стабильное соединение и позволяет выполнять большинство операций за короткое время.
- Точное выравнивание: Это играет важную роль, особенно при подгонке деталей, которые должны соответствовать определенным механическим стандартам.
- Долговечность: Использование ключей обеспечивает прочное соединение, способное выдерживать значительные нагрузки.
Недостатки
- Зависимость от инструмента: Требуются специфические условия для подготовки паза и последующей установки ключа.
- Износ: Некоторые другие компоненты системы ключа и замочной скважины подвержены износу, что может привести к ослаблению креплений или поломке.
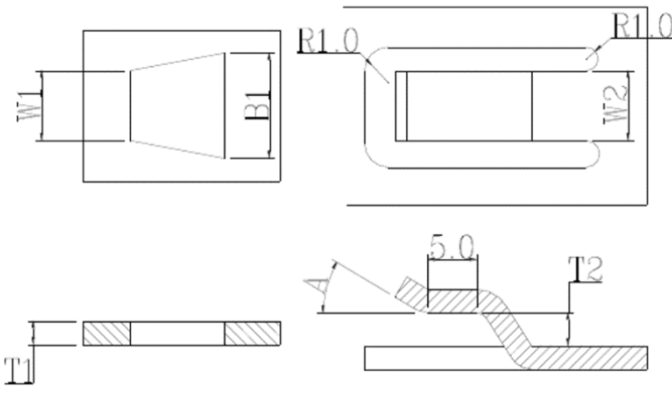
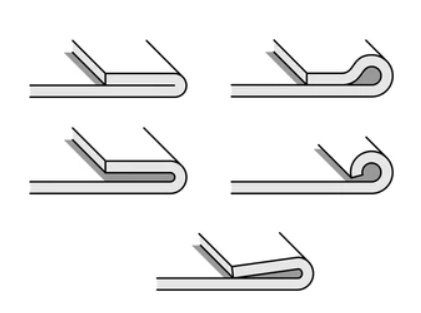
Загибка кромок
Загибка кромок, также называемая подгибкой, — это процесс обработки листового металла, при котором выступающий край детали из листового металла загибается, придавая этой детали гладкий закругленный край. Эта технология имеет ряд преимуществ, некоторые из которых связаны с безопасностью детали и ее внешним видом, помимо механических свойств, таких как жесткость.
Итак, вот некоторые из процессов.
- Подготовка кромки: Загибание кромки включает в себя складывание кромки детали, которую необходимо загнуть. Для этого кромка листового металла очищается и подготавливается для лучшего сцепления.
- Операция загибания: Во время подготовки кромки её необходимо загнуть или согнуть обратно с помощью молотков, загибочных инструментов, штампов и другого соответствующего оборудования, доступного на рынке.
- Герметизация и отделка: Эта кромка дополнительно укрепляется сваркой, клеевым соединением или механическими крепежными элементами, чтобы сгибы не разворачивались.
Преимущества
- Повышенная безопасность: Неострые углы и формы помогают избежать контакта с острыми поверхностями или, по крайней мере, минимизировать частоту контакта с такими кромками.
- Повышенная жесткость: Заслонки обеспечивают поддержку детали, благодаря чему кромки загнуты.
- Защита: В этой конструкции, где кромки загнуты, они защищают внутренний материал от ржавчины и износа.
Недостатки
- Специализированное оборудование: Отсутствуют необходимые инструменты и оборудование для выполнения операций по подшиванию.
- Потенциальный риск повреждения материала: Неправильная резка и прессование краев могут привести к образованию швов или истончению ткани.
- Длительность процесса: Моделирование детали может занять довольно много времени, а создание сложных форм может занять еще больше времени.
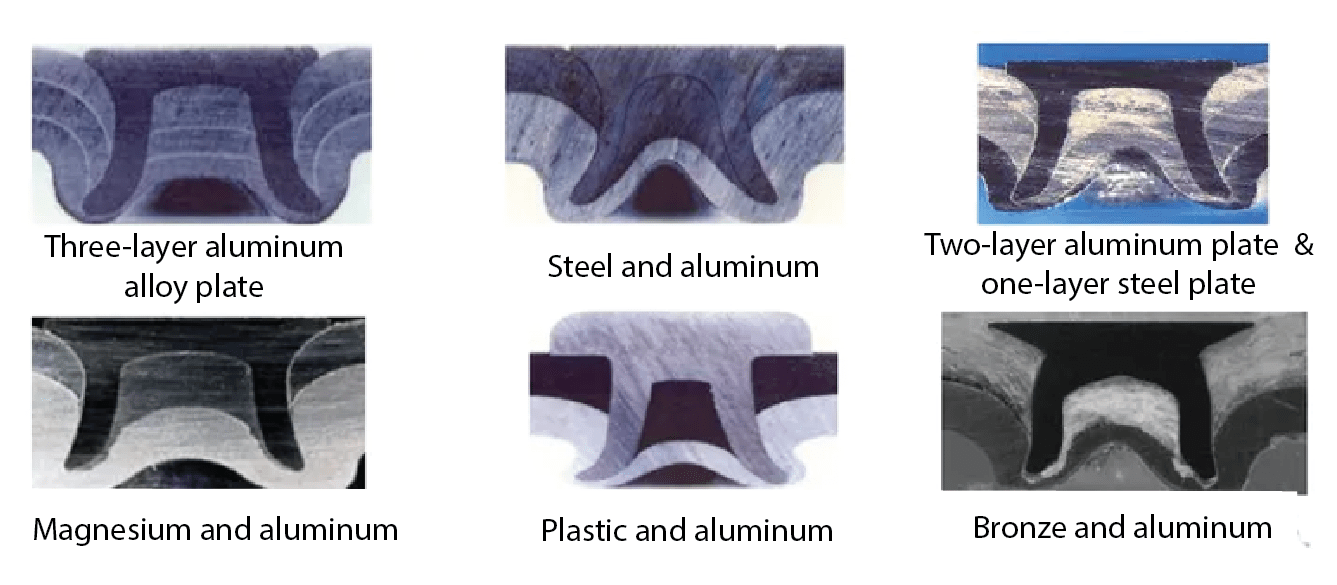
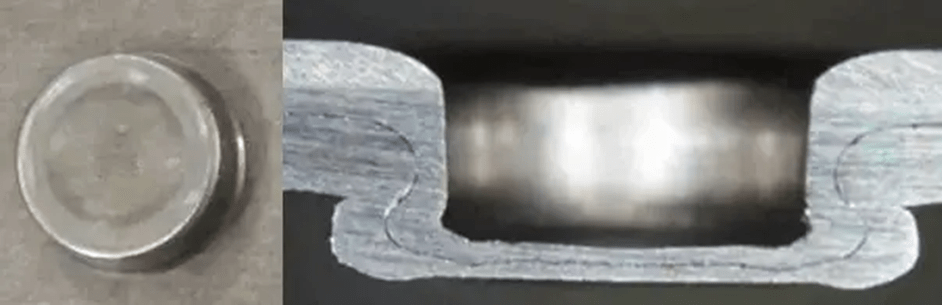
Сборка методом клепки
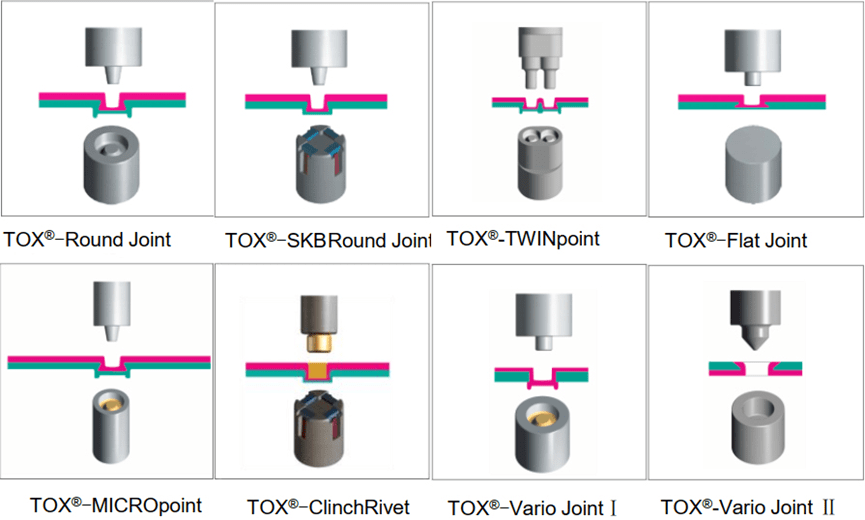
18.1 Сборка TOX
Эта универсальная архитектура переходных соединений также называется технологией соединения листового металла методом штамповки TOX или бесклепочной клепкой. В ней для соединения не используется сварка, а применяется холодное прессование и пластическая деформация листового металла.
Итак, вот некоторые из его процессов:
- Холодная экструзия: Затем выполняется операция путем позиционирования соединяемых компонентов из листового металла на штамповочном устройстве для соединения баллонов с газожидкостным бустером TOX. Затем на листы устанавливается соединительная матрица TOX.
- Штамповка и деформация: Простой пуансон вдавливает две соединенные половины соединительной матрицы TOX внутрь, прижимая их к детали, вставленной в матрицу. Другая сила оказывает давление на материал в матрице, и по мере перемещения материала наружу происходит изменение геометрии листового металла.
- Формирование точек соединения: Изделия Producitio pladit имеют круговую контактную поверхность с листом, свободную от кромок и заусенцев. Эти точки соединены и плотно сплавлены друг с другом, что создает прочную механически связанную структуру.
18.2. Клепальный узел BTM
Клепальный узел BFX включает в себя технологию клепки. В нем используются глухие заклепки, которые вставляются с одной поверхности детали. Он чаще всего используется там, где видны только швы соединения.
Вот некоторые из его процессов;
Подготовка отверстий: В листовом металле сверлятся небольшие глухие отверстия в местах, куда должны быть вставлены заклепки.
Вставка заклепки: Используется для крепления глухих отверстий, которые вставляются в предварительно просверленные отверстия. Заклепка крепится к оправке, которая проходит через центр заклепки.
Установка заклепки: Наиболее эффективным инструментом здесь является заклепка, которая протягивается через оправку и корпус заклепки, что обеспечивает надежное соединение компонентов. После полной установки заклепки оправку легко снять для утилизации, и она не препятствует дальнейшему использованию изготовленного изделия.
Преимущества
Доступность: Идеально подходит для ситуаций, когда можно обработать только одну сторону соединения. Поэтому этот крепежный элемент хорошо подходит для различных сценариев сборки.
Простота использования: Значительная экономия за счет простоты установки, не требующей обучения.
Прочность и надежность: Обеспечивает надежное и долговечное соединение, способное выдерживать значительную нагрузку.
Недостатки
Зависимость от инструмента: Для установки оправки и заклепки на самолет требуются специальные инструменты.
Ограничения по материалам: Подходит только для условий, когда используются не очень толстые материалы или когда нагрузка не слишком велика.
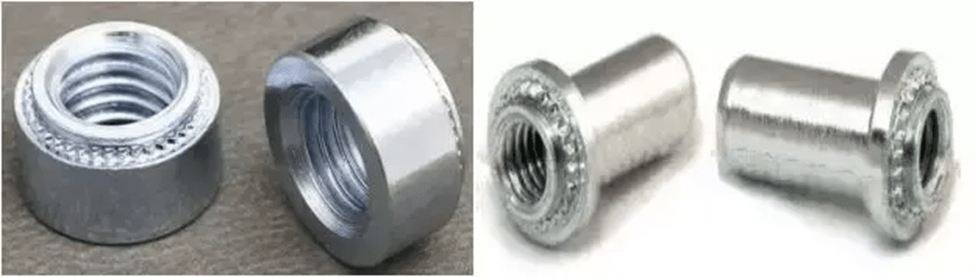
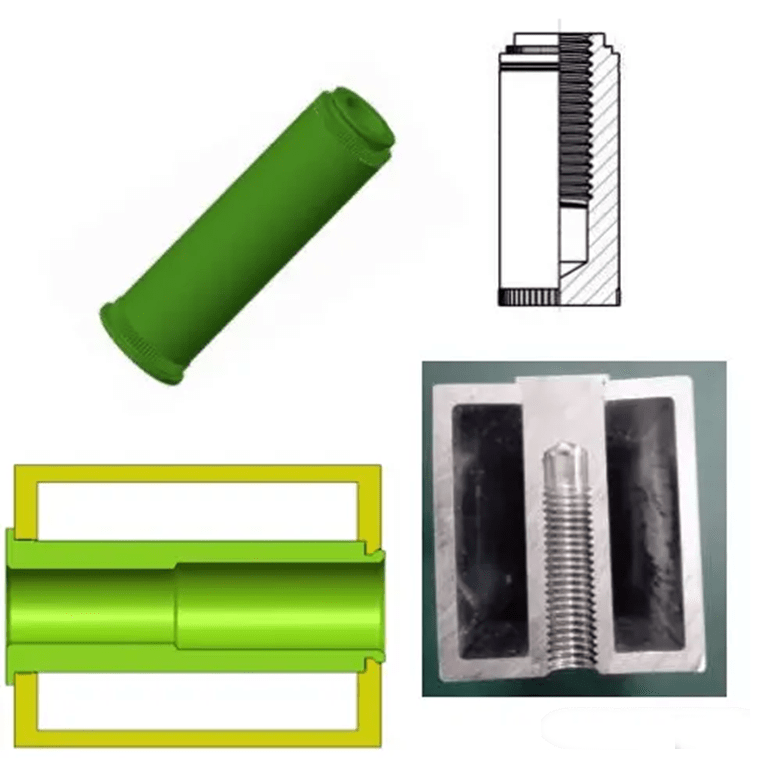
Резьбовая втулка
Это стандартная деталь, которая входит в отливку из алюминиевого сплава посредством внешней резьбы. Она обеспечивает внешний соединитель резьбой, которая может зацепляться с внутренней резьбой. Резьбовая втулка позволяет получить высокопрочное соединение низкопрочных металлических материалов. Кроме того, это практически осуществимо, согласно исследованиям, проводившимся более 40 лет.

Эта резьбовая втулка изготавливается из высококачественной нержавеющей стали. Затем внутренняя резьба устанавливается и встраивается в литую алюминиевую деталь кузова автомобиля. Здесь монтажный конец отсоединяется в вырезе или предварительно установленной точке отсоединения.
Существует два типа резьбовых втулок: обычные и самозатягивающиеся. Обычные резьбовые втулки изготавливаются с использованием катушки с точно сформированным ромбовидным поперечным сечением. Она сжимает обычную внутреннюю резьбу, которая может быть применена с обеих сторон.
Самозатягивающийся тип обладает теми же техническими преимуществами, что и обычная резьбовая втулка. Кроме того, он содержит внутреннюю зону фиксации резьбы, состоящую из одного или нескольких витков многоугольной катушки. Таким образом, он может фиксировать резьбу крепежного винта, создавая фиксатор на винте.
Резьбовые втулки часто применяются в алюминиевых отливках. Они обеспечивают точки соединения с важными компонентами. К ним могут относиться подрамники, силовые батареи и элементы жесткости кузова.

Втулка с внутренней резьбой
Втулки с внутренней резьбой изготовлены из специального алюминия серии 7 и имеют внутреннюю резьбу. Прочность их соединения достаточно высока. Более того, в зависимости от длины двойной нити, нагрузка может соответствовать уровню PC10.
Кроме того, в этих втулках используется холодное соединение для прилегания к двум торцевым поверхностям профиля. Таким образом, обе торцевые поверхности профиля имеют общую внутреннюю резьбу втулки.
Преимущества
Кроме того, они обладают следующими характеристиками: надежное соединение, высокий крутящий момент и простота сборки.
Недостатки
высокая стоимость, а размер поперечного сечения профильной балки должен соответствовать области применения.
Втулочные гайки из алюминиевого сплава в основном используются в важных точках крепления деталей кузова из алюминиевого профиля. К таким деталям могут относиться подрамники, подвески, моторные узлы, силовые батареи, другие важные точки крепления и точки установки ремней безопасности.
Заключение
От традиционных способов скрепления двух металлических деталей винтами или болтами и гайками до методов нового поколения, таких как ультразвуковая клепка, каждая технология имеет свои преимущества и области применения в производстве. Очень важно понимать, что выбор подходящей технологии для сборки зависит от свойств материала. Кроме того, это также зависит от требуемого уровня прочности соединения, факторов стоимости и объемов производства. Впоследствии будущие исследования технологий сборки листового металла определят способы применения методов сварки плавлением для разработки инновационных производственных возможностей. Таким образом, это может повысить производительность, устойчивость и конкурентоспособность.


