Cold Bending vs Hot Bending – Every Difference You Need to Know
What is Cold Bending?
Cold bending refers to metal bending at room temperature without heating. You lead the metal to a machine where it is fastened or held firmly. Then a die or roller is forced through it using mechanical force, and it is deformed when the stress on it is greater than the yield strength of the metal. The angle and curvature are controllable. In context of cold bending vs hot bending, this technique operates at temperatures lower than the recrystallization temperature of the metal, and it maintains strength and avoids undesirable microstructural changes.

Metals Suitable for Cold Bending
- Mild Steel: Mild steel is a great material to use because it is very ductile; it is easy to cold bend and create smooth edges without cracking, and it can be easily shaped to use in structural design or an artistic metal work design.
- Aluminum: Aluminum is not heavy and is also resistant to corrosion, hence it can be easily bent in cold, and can be worked into complex forms without losing any strength and beauty in its appearance in most projects.
- Copper: Copper is easy to bend without loss of integrity, so it offers a high level of malleability, and you can make decor, plumbing, or electrical parts with ease, and still have smooth and accurate bends all over your work.
- Brass: Brass is both strong and capable of bending, and you can use metal sheets without breaking, and you can make hardware, musical instruments, or ornaments that do not lose their polished, professional look.
- Stainless Steel (Thin Sections): Thin stainless steel sections are cold bendable with little force and you can make accurate curves to use in architecture, automotive or kitchen applications without damaging or deforming the surface.
Products Commonly Made by Cold Bending
- Automotive exhaust tubing
- HVAC duct components
- Railings and frames
- Structural brackets
- Appliance panels
- Architectural tubing
Cold Bending Techniques
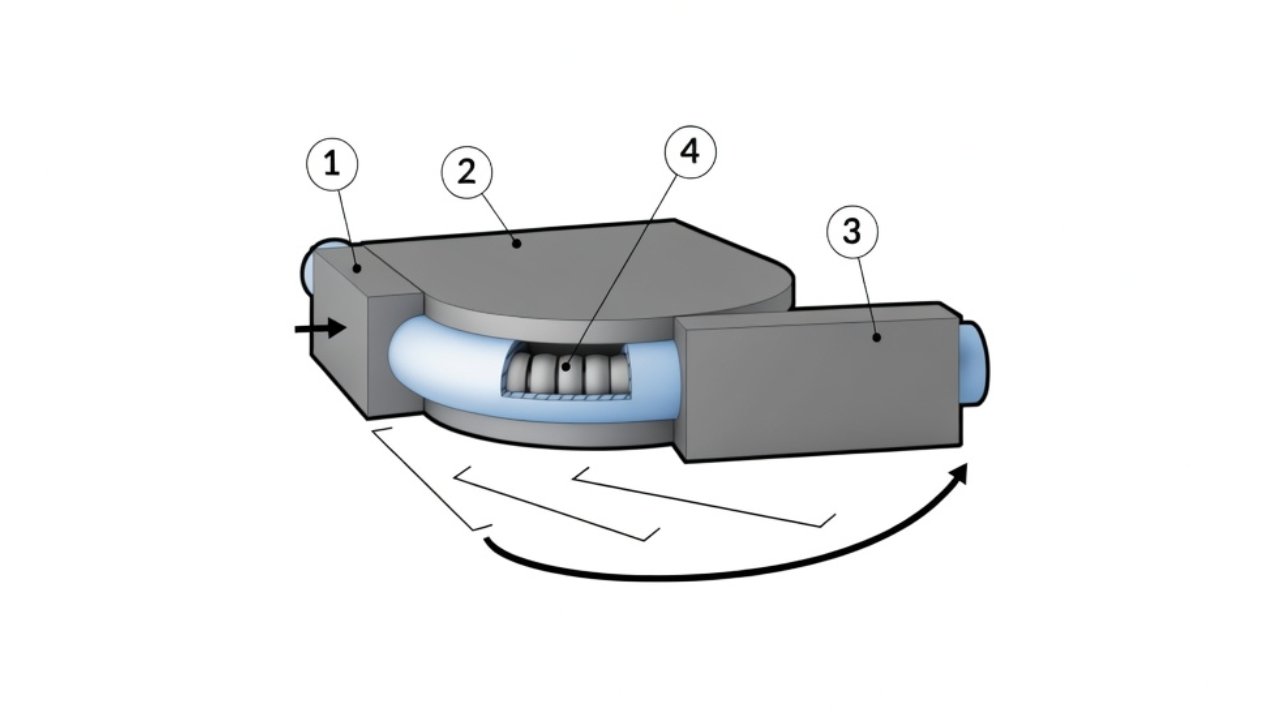
Rotary Draw Bending
Rotary draw bending is still the most popular technique of tube shaping. Precise bends are obtained by using a rotating die to draw material smoothly. This process guarantees low deformation and is suited to repetitive and high quality tube production procedures.

Mandrel Bending
Mandrel bending involves inserting a flexible or solid mandrel into the tube when bending. It prevents wall collapse and wrinkling and is therefore useable in thin-walled tubing. This technique improves dimensional precision so you can retain consistent shapes with complex and tight-radius bends.

Compression Bending
In compression bending, the pipe is forced into the correct angle by pressing it against a pre-shaped die. Bends can be done at a high rate, so it is handy when you need to run a production in a short time. It however loses some accuracy, so do plan carefully and your bends will be consistent and effective.
Roll Bending
Roll bending involves the use of three rollers placed in a pyramid to create curves with large radiuses. The rollers can be adjusted slowly to give smooth continuous curves, which can be used on long pipes or structural sections. The technique is appropriate when soft curves and low stress are required.

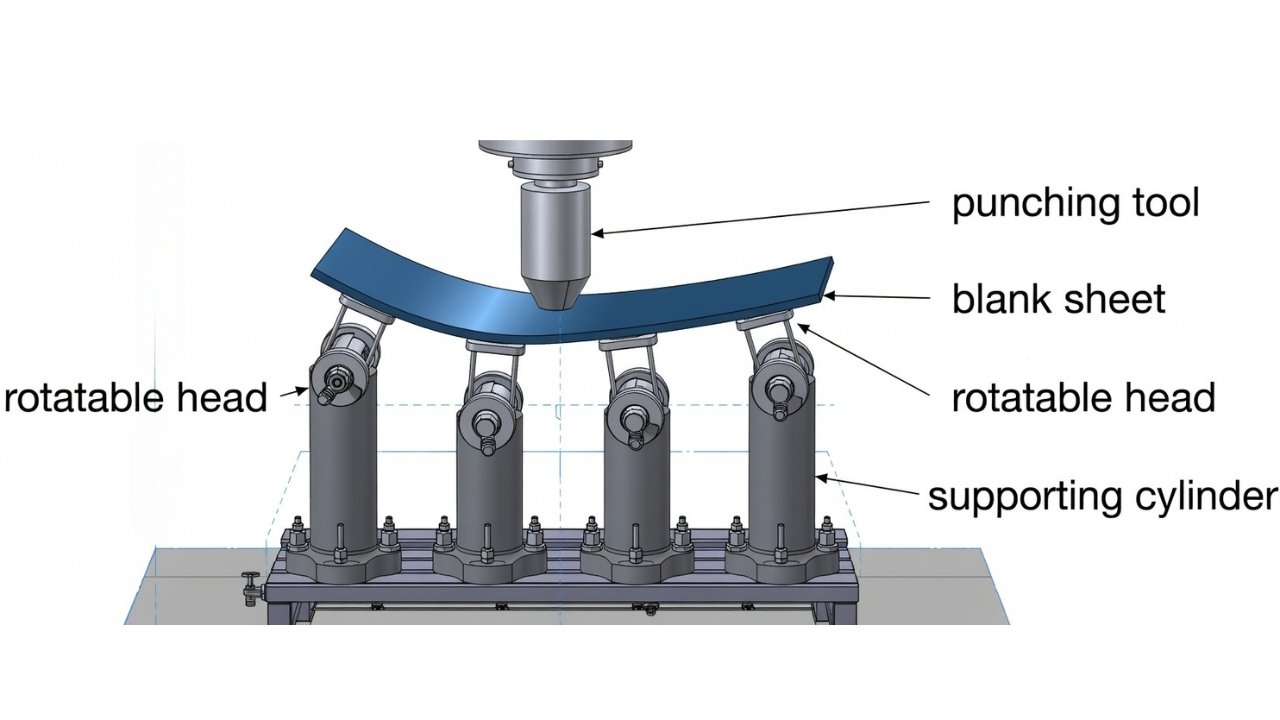
Press Brake Bending
Press brake bending involves the utilization of a punch and a die to bend sheet metal or plate with precision. Angles can be controlled accurately with sharp and repeatable folds. This process is used in fabrication of complex geometries and high quality parts demanding consistent and high quality metal bends.

Advantages of Cold Bending
- Reduced Production Times: Cold bending removes heating and cooling steps, enabling you to accomplish metal forming tasks in a short period of time. You will be able to save a considerable amount of time and speed up your general manufacturing process.
- Reduced Operating Costs: You also can save on operating costs as you do not need any fuel or heating energy and you also have improved production consistency. These savings can be reinvested back into the upgrades of equipment or other process improvements.
- Better Surface Finish: There is little oxidation or scaling in cold bending that results in maintaining the original surface of the metal. Aesthetically pleasing components are obtained without any extra finishing and additional labor and material expenses are saved throughout.
- Increased Strength by Work Hardening: Cold working reduces the size of the crystalline structure of the metal, and it increases the strength and hardness, naturally. When using demanding applications you can trust on stronger components and do not need to undergo further heat treatment procedures.
- High Dimensional Accuracy: You have the same dimensions all the way through production with negligible dimensional changes due to thermal expansion or contraction. You are able to generate components with a very small tolerance, which makes them compatible and generates less waste.
- More Repeatability in Mass Production: Cold bending is compatible with automated CNC machines and yields the same components over and over again. You are able to keep high-quality output and scale the production without compromising precision and the rates of defects that are unnecessary.
Limitations of Cold Bending
- Higher Bending Force Requirements
- Risk of Work Hardening
- Limited Bend Radius
- Risk of Wrinkling or Flattening
- Not Ideal for Very Thick or High-Strength Materials
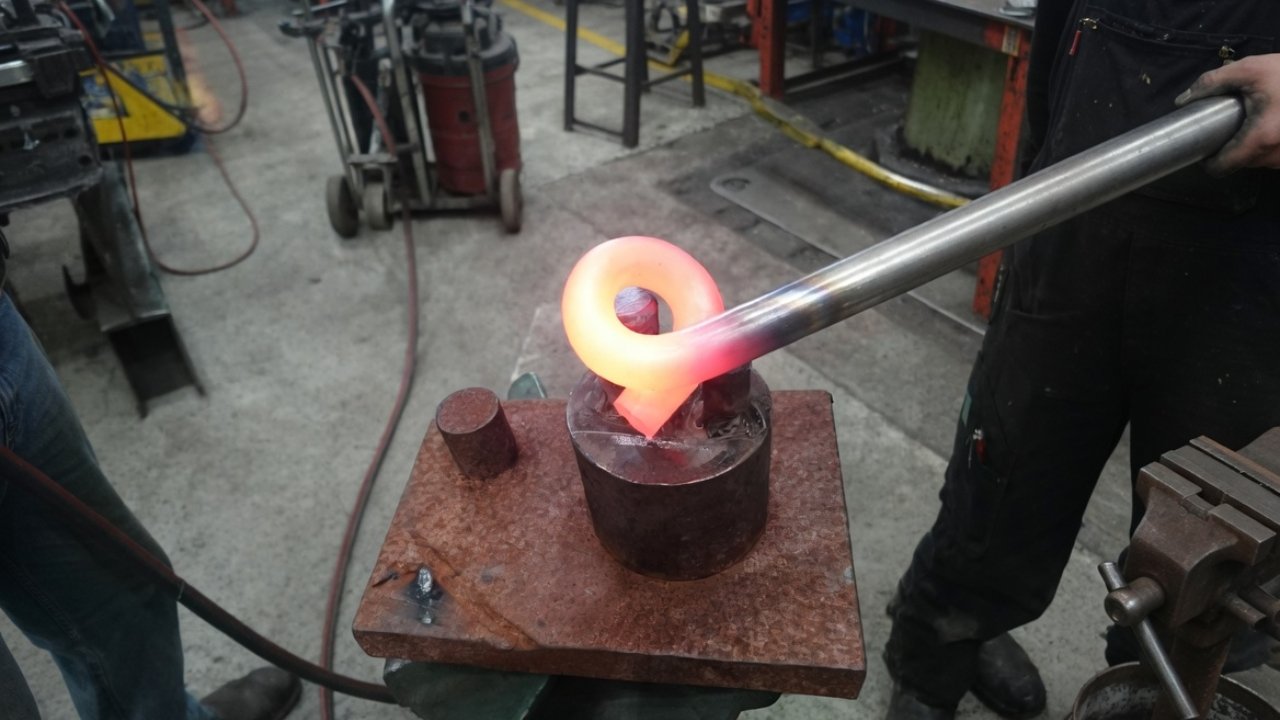
What is Hot Bending?
Hot bending This method involves bending metal once heated to very high temperatures. In the context of cold bending vs hot bending, the metals are usually heated between 8700C and 12000C (16000F-22000F) depending on the kind. The heating renders the metal ductile and can therefore be shaped without cracking. It also decreases the amount of yield strength of the metal, so that you can easily deform it. Knowing these changes, you can regulate the process of bending and obtain precise and long-lasting results.
Common Metals Bent Using Heat
- High-Strength Steel: High-strength steel bends readily when hot making it possible to shape structural components without cracking or weakening the material under pressure. You should have an even heat distribution to achieve even bends.
- Stainless Steel: Stainless steel must be heated carefully not to discolour during bending. You can get the accurate angles when you watch the temperature and use a consistent force.
- Titanium Alloys: Titanium alloys can be easily bent using heat without compromising its strength and resistance to corrosion. They are to be handled carefully to avoid the surface damage or concentration of stress during forming operations.
- Nickel Alloys: Nickel alloys are easy to bend under high temperature, allowing you to make complex shapes in aerospace and industrial uses. To prevent cracks or microstructural changes, you must have constant heating.
- Thick Structural Sections: Thick structural sections take a lot of heat to bend without fracturing. To ensure material integrity and attain smooth and precise curvature in the shaping process, you need to utilize the necessary equipment and methods to guarantee the integrity of the material.
Hot Bending Techniques
Induction Bending
Induction bending is a technique of heating a specific section of a metal pipe by electromagnetic induction. Temperature and bend radius are controllable. This is a consistent process of distributing stress, thus very reliable in critical projects of pipeline fabrication.

Incremental Bending
Incremental bending bends the metal slowly and heats the parts of the metal chosen. You may use the force cautiously and avoid breaking or deforming. The method enables accurate curve and angle control, which is the reason why it is best to use in the complex geometries of structural and mechanical components to guarantee quality output.
Flame Bending
Flame bending is a process that uses a localized heat source through a controlled flame. Flame intensity can be increased or decreased to obtain the required deformation. This method is popular in the fabrication of structural steel, and it assists in forming beams or plates without reducing the material strength or integrity as it is formed.

Furnace Bending
Furnace bending applies heat to all the component then exerts force. Large radius bends can be made efficiently. Even heating eliminates residual stresses and bending so that you can deal with thick sections or long curves safely and yet with consistent mechanical properties.

Products Commonly Made by Hot Bending
- Oil and gas pipeline bends
- Bridge structures
- Heavy structural beams
- Ship hull structures
- High-temperature piping systems
- Power plant piping components
Advantages of Hot Bending
- Reduced Force Requirements: Resistance of metals is reduced by heating, and they become easier to shape. You are able to bend intricate shapes without using excessive force which enhances efficiency and minimizes wear and tear on your machines at all times.
- Capacity to Bend Thick Materials: Hot bending enables you to bend thick structural sections with ease. Thicker metals that cold forming cannot work with can be worked, and you can have a wider range of fabrication opportunities with precision.
- Tight Bend Radii Possible: During heating, metal can be bent sharper with little risk of cracking. You can adjust the curvature precisely, and the end result is of high quality, even in complicated patterns.
- Applicable to High-Strength Alloys: Alloys that do not cold flow can be bent effectively in hot. You are structurally sound and form materials that would otherwise demand specific machinery, or labor-intensive processes.
- Eliminated or Minimized Structural Failure During Bending: Controlled heating reduces internal stress and defects. You make sure that components are strong and reliable, and do not fracture or deform to reduce performance in service.
Limitations of Hot Bending
- Higher Energy Consumption
- Longer Production Time
- Surface Oxidation and Scaling
- Potential Dimensional Variations
- Requires Skilled Operators and Safety Measures
Cold Bending vs Hot Bending – Key Differences
Temperature Conditions
Cold bending is done at room temperature and this means that you do not need to heat the materials further. Hot bending involves heating of material above the recrystallization temperature, which softens it. It is important to know about these temperature variations so that you can always choose the appropriate bending technique.
Force Requirements
Cold bending requires more force since the material is difficult to bend at low temperature. Successful bends require you to use more energy or more powerful machines. Hot bending saves on the amount of force needed, as heated metal becomes soft to be shaped with less physical effort.
Material Strength Effects
Cold bending enhances the work hardening of materials to increase their durability and structural integrity. In finished products, you enjoy enhanced stress resistance. Hot bending does not gain much strength and maintains ductility, providing flexibility but not much reinforcement in long-term performance in critical uses.
Surface Finish
Cold bending also has smooth surface finishes that make the material look attractive. You will be able to have accurate and clean bends without further polishing. Hot bending can cause scaling and oxidation on the surface and you need to do post-processing or cleaning to give it a presentable look.
Equipment Complexity
Machines used in cold bending are usually much simpler and easy to maintain, making them appropriate in small operations. You are able to run without specialized personnel. Hot bending equipment is more elaborate and is costlier and you need to invest in sophisticated furnace and control systems to operate safely.
Cost Comparison
Cold bending tends to be cheaper because you do not need to pay energy and elaborate set-ups. You are able to save on the total production cost. Hot bending is more costly as it requires heating power, equipment and it also takes more time to process and you should definitely consider project budgets before choosing this technique.
Production Speed
Cold bending is quicker as you do not need to heat and cool your projects and you complete them effectively. Hot bending is a time-consuming process because you control the heating, bending, and cooling processes, thus require more planning to meet the production deadlines.
Hot bending vs Cold bending – Comparing Differences
Factor | Cold Bending | Hot Bending |
Temperature | Room temperature | Heated above recrystallization |
Surface Finish | Smooth, clean | Prone to scaling/discoloration |
Accuracy | High | Slightly lower due to thermal expansion |
Force Required | High | Lower |
Suitable Thickness | Thin to medium | Medium to thick |
Bend Radius | Limited tightness (R ≥ 3D) | Can achieve tight bends (R ≤ 3D) |
Production Speed | Faster | Slower due to heating/cooling |
Equipment | Simple, low-cost | Complex, high-cost |
Material Stress | Strengthened via work-hardening | Retains ductility, no extra strengthening |
Factors That Influence Bending Method Selection
Material Type
Ductile metals are easier to bend without cracking, and brittle metals are harder to bend, with the technique of their bending being delicate. Before settling on a bending technique, you need to evaluate metal behaviour to ensure that you make the correct choice.
Material Thickness
Lightweight materials are easy to bend with average equipment, whereas dense parts might require heavy equipment. You have to choose techniques that can deal with thickness and do it safely and productively.
Bend Radius Requirements
Tight radius bends require accuracy and controlled force whereas large radii have greater flexibility. You need to adjust your bending technique to get the correct radius at all times.
Pipe or Tube Diameter
Tubes with large diameter are hard to bend compared to smaller ones, which affects the choice of tools. You require techniques that can maintain shape and avoid flattening or deformation in the forming.
Production Volume
Automated and repeatable processes are needed in high-volume operations, and manual processes are applicable in low-volume jobs. Your scale of production should also play a role in deciding which bending method is the most efficient.
Surface Finish Requirements
Flat surfaces can restrict bending possibilities so as to prevent scratches or marks. You are to choose the processes that do not compromise the quality of finishes, especially in visible or aesthetic parts.
Post-Processing Requirements
Bend selection is influenced by galvanizing, coating, or heat treatments since certain techniques result in cracking or damage. You should consider the post processing steps prior to finalizing your bending approach.
Key Design Considerations in Metal Bending
- Bend Allowance and Bend Deduction: In order to compute flat length, one has to know what is bend allowance and bend deduction. By using these basic formulas correctly each time, you can successfully predict the materials to be used and minimize mistakes in the cutting process.
- K-Factor in Sheet Metal Bending: The K-factor determines the position of your neutral axis within your sheet metal bend. You need to use it to determine the accurate length of bends and get final dimensions that are accurate to your design requirements.
- Springback Compensation: Metal has a tendency to spring back after bending and change the desired angles. You ought to modify the process and tooling to consider the springback and attain the final bend itself as intended.
- Tooling Choice: Punch and die geometry plays an important role in bending accuracy. To avoid deformation or uneven output in the production process, you should select the correct tools depending on the sheet thickness and the type of material you are using.
- Grain Direction: Material grain direction influences the performance of bends and the quality of the surface finish. You should not bend with the grain, or you may end up with a crack, tears or poor structural integrity in the final product.
When to Choose Each Method
Choose Cold Bending If:
When flexibility is important, cold bending is applied to thin-walled or carbon steel. You save money and can have quicker production than hot processes. It also guarantees a smooth finish on the surface that minimizes subsequent processing. This is the method to consider when aesthetics and efficiency are of priority. Cold bending is strong but still attains accurate angles. It is best suited in those applications that are not subjected to extreme bending or heat treatment. You also have the advantage of speed and accuracy in shaping cold-tolerating metals. This approach suits projects that are efficiency-oriented, surface quality-oriented, and controlled material behavior-oriented.
Choose Hot Bending If:
Hot bending is used with thick-walled, high-strength or brittle materials that do not cold-flow. Tight-radius bends will be attainable without breaking the material. The process prepares surfaces on which subsequent treatments such as galvanizing are done. Hot bending should be the choice when durability and precision are the most important factors. Metals are softened by heat, which puts a strain on them, and gives them uniform shapes. You also preserve the integrity of brittle materials in the forming process. Hot bending is best used with industrial components that need toughness, uniformity and post-bend processing capability. You enjoy the advantages of accurate shaping and maintenance of structural performance in extreme environments.
Conclusion
Overall, cold bending vs hot bending both have different applications to be used depending on the material, thickness, and project requirements. Cold bending is fast, economical, and provides finishes on slimmer materials and hot bending works with thick, brittle or high strength materials with tight radius bends. Before selecting a method, you need to consider geometry, post-processing needs and scale of production. Choosing the appropriate technique guarantees high quality of the product, durability and efficiency of the product and enables you to obtain consistent results and maximize manufacturing performance in a wide range of applications.


