Las 21 mejores técnicas de ensamblaje de chapa metálica para piezas de chapa metálica
Las técnicas de ensamblaje de chapa metálica son importantes y comunes en diversos sectores laborales, como la industria automotriz, la ingeniería aeroespacial y la manufactura. Entre todas las opciones, el remachado destaca como uno de los métodos principales y más versátiles para unir chapa metálica. Además, ofrece numerosas ventajas, como alta resistencia y durabilidad, y protección contra vibraciones. En este artículo, analizaremos 21 técnicas de remachado comunes utilizadas en operaciones con chapa metálica.
¿Qué significa el ensamblaje de chapa metálica?
El ensamblaje de chapa metálica consiste en unir piezas separadas para formar una sola lámina de metal. Esto permite la creación de estructuras integradas y complejas. Generalmente, requiere diversas técnicas, como remachado, soldadura, adhesivos o fijaciones mecánicas, para lograr la conexión estructural entre las dos láminas. Este tipo de ensamblaje es común en las industrias automotriz, aeroespacial, de la construcción y manufacturera. Resulta ideal cuando se necesitan estructuras ligeras, resistentes, duraderas y económicas.
21 técnicas de ensamblaje de chapa metálica más utilizadas mediante remachado
A continuación, presentamos las técnicas más comunes de remachado de chapa metálica. Analicemos cada una en detalle.
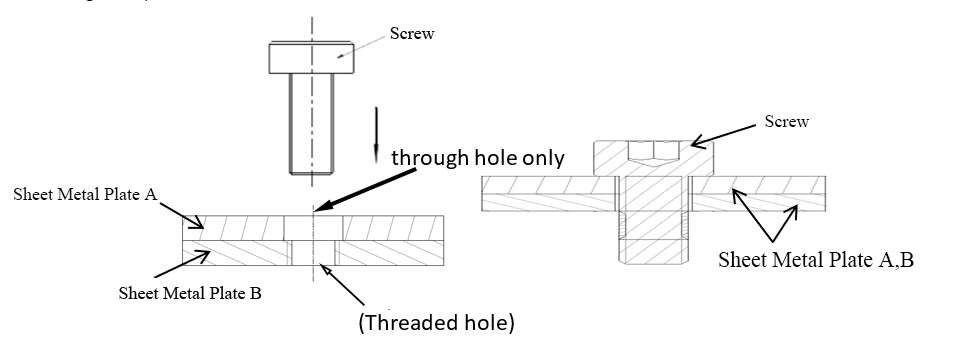
Conjunto de tornillo y rosca para chapa metálica
En esta técnica, utilizamos tornillos y tuercas para chapa metálica para unir dos piezas de chapa. Generalmente, el proceso se lleva a cabo de manera que se forme una rosca continua en la superficie exterior de la unión. Una de las piezas suele tener un orificio roscado, mientras que la otra tiene un orificio pasante. Esto permite que el tornillo pase fácilmente a través del orificio pasante y se enrosque en la pieza roscada, asegurando así ambas partes.
Ventajas
- Facilidad de desmontaje: Son fáciles de desmontar y reemplazar cuando sea necesario.
- Ajustabilidad: Permite realizar modificaciones según el tamaño del componente.
- Resistencia: Proporciona mayor fuerza de sujeción y puede utilizarse en todo tipo de condiciones de carga.
Desventajas
- Sensibilidad a las vibraciones: Puede aflojarse con el tiempo debido a las vibraciones ambientales.
- Corrosión: Se oxida fácilmente si no se manipula correctamente.
- Complejidad: Los orificios deben alinearse con cada capa, un proceso que puede llevar tiempo, especialmente al trabajar con varias capas.
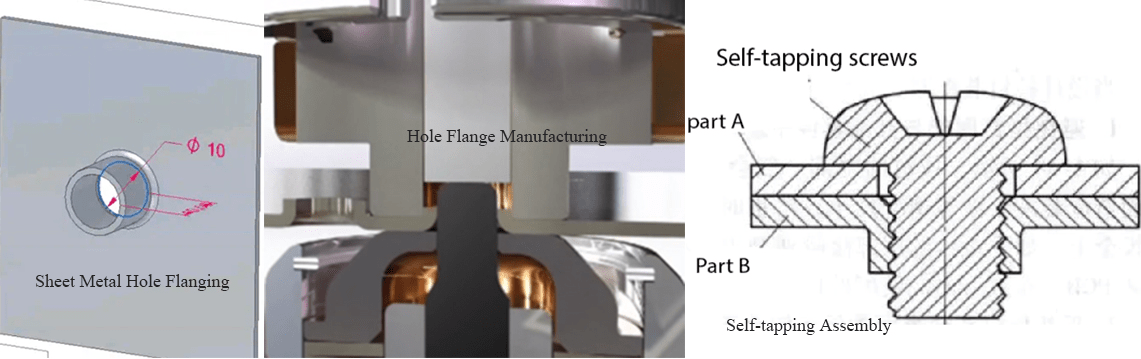
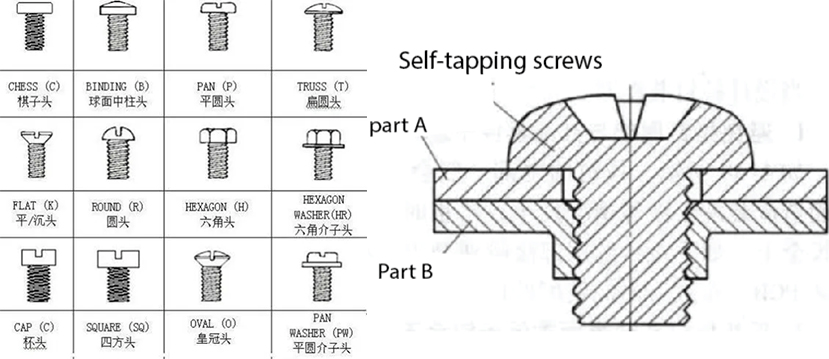
1.1 Brida para orificios en chapa metálica + Conjunto de tornillos suministrado por el usuario
En este método, una de las dos piezas de chapa metálica tiene orificios con rosca interna. Se fabrica mediante roscado, creando roscas entrelazadas en el interior del orificio que facilitan la inserción del tornillo. La otra pieza suele tener un orificio pasante por donde se inserta el tornillo. Se trata de fijaciones roscadas. Al girar el tornillo para unir las dos piezas, se crean roscas en la otra pieza para asegurarlas firmemente.
Ventajas
- Agarre firme: Ofrece al cliente una conexión segura y fiable.
- Facilidad de uso: Fácil de aplicar en comparación con otros métodos de evaluación y retroalimentación.
Desventajas
- Desgaste de la rosca: En algunas zonas, el uso de roscas gruesas puede provocar desgaste con el tiempo, reduciendo su resistencia a la tracción.
- Sensibilidad a las vibraciones: Las variaciones pueden deformarla fácilmente, por lo que requiere una estructura rígida para minimizar estos efectos.
1.2 Montaje de bridas, roscas y tornillos para orificios en chapa metálica
Aquí, una pieza se perfora y la otra se perfora con un orificio roscado. Sin embargo, en este caso, el orificio roscado se crea mediante un proceso de roscado. Esto significa que primero se perfora el metal para crear un orificio. Luego, se crea la rosca pasando un macho de roscar a través de él. El roscado es un proceso que utiliza un macho de roscar, una herramienta necesaria para cortar roscas en el material. Por lo tanto, facilita la creación de la rosca con el tornillo autorroscante para chapa metálica. Después del roscado, se pasa el tornillo a través del orificio. Finalmente, se enrosca en el orificio circular roscado para unir ambas partes.
Ventajas
- Conexión estable: La tecnología inalámbrica proporciona una conexión temporal o permanente más fuerte y fiable.
- Rentable: Suele ser menos costoso que otros métodos o estrategias.
Desventajas
- Requiere mucho tiempo: Incorpora procesos previos de perforación y roscado en la estructura que se implanta.
- Dependencia de herramientas: Requiere herramientas específicas para roscar y machuelar.
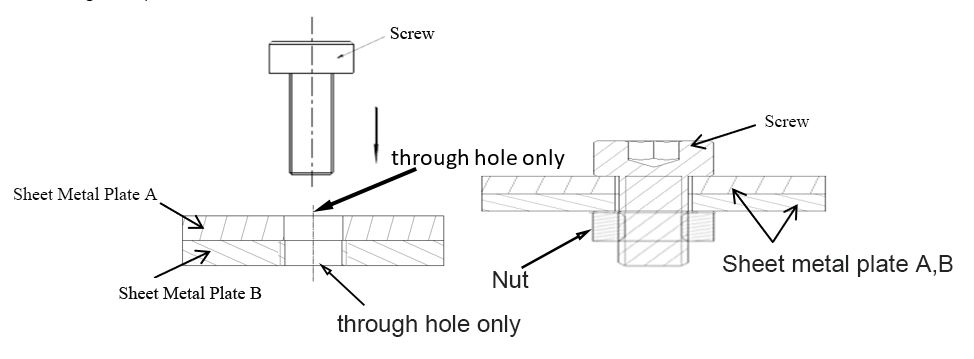
1.3 Ensamblaje con tornillos y tuercas
En este método de ensamblaje de chapa metálica, se utilizan tornillos, tuercas y pernos. Ambas piezas de chapa metálica tienen orificios pasantes para los pernos. Un tornillo atraviesa un orificio en una pieza y se fija a la otra con una tuerca. Esta tuerca tiene una rosca que permite que el tornillo se sujete firmemente, simplificando enormemente el montaje y desmontaje. Por lo tanto, es ideal para aplicaciones que requieren mantenimiento frecuente o ajustes de configuración.
Ventajas
- Facilidad de montaje: El proceso de montaje, especialmente al contratar fabricantes de lems, es muy sencillo.
- Reutilizable: También es fácil desmontar y reutilizar los componentes principales, subconjuntos y conjuntos instalados.
Desventajas
- Sensibilidad a las vibraciones: Las tuercas pueden aflojarse con el tiempo.
- Requiere acceso: Se requiere acceso a ambas superficies para el montaje.
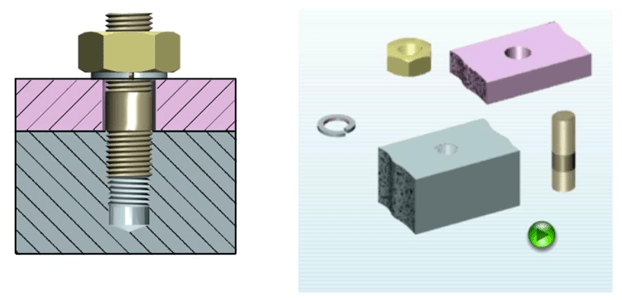
1.4 Montaje con tornillo y tuerca de doble rosca
Se puede utilizar un tornillo de doble rosca si uno de los componentes a ensamblar es más grueso. Esto permite enroscarlo a través del orificio. En este tipo, una parte del tornillo tiene rosca externa, mientras que la otra parte está roscada en el lado opuesto de la tuerca. La parte del vástago se fija al orificio roscado. A continuación, se enrosca el tornillo en el orificio. En el otro extremo del tornillo, hay una tuerca que se aprieta para unir las dos partes. Además, el uso de tornillos es ventajoso porque proporciona una fijación más resistente para aplicar alta fuerza durante el montaje.
Ventajas
- Agarre firme: Ideal para aplicaciones donde la resistencia es un factor importante.
- Reutilizable: Una vez finalizada su vida útil, las piezas y subconjuntos del producto se pueden reutilizar.
Desventajas
- Ensamblaje complejo: Es más fácil decirlo que hacerlo, y pueden cometerse errores.
- Alineación precisa: Los orificios deben estar correctamente posicionados y orientados para que funcionen correctamente al ensamblar el sándwich.
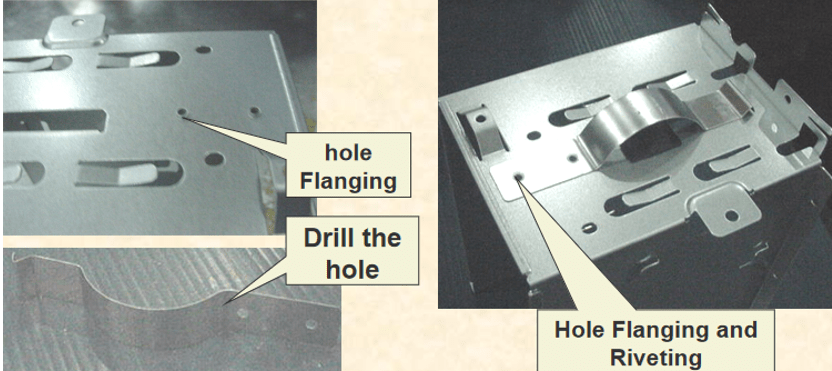
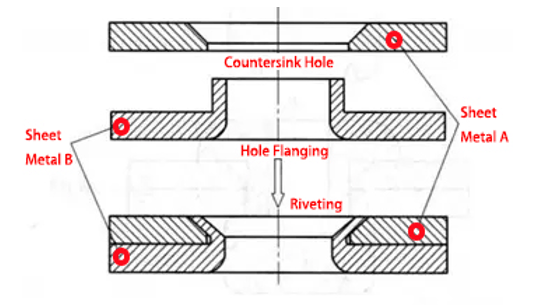
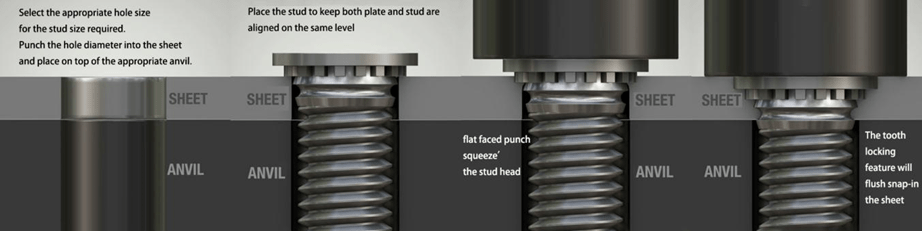
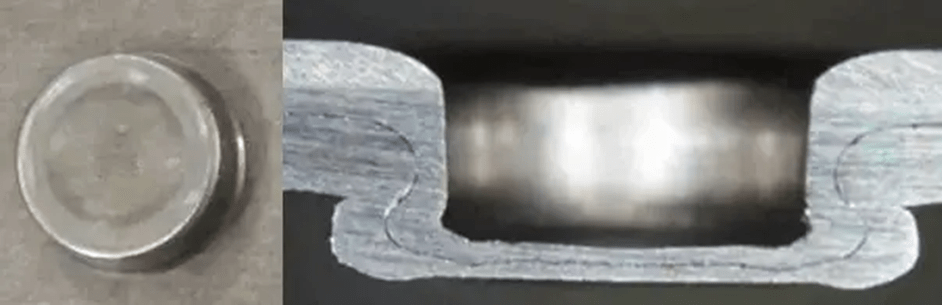
Ensamblaje de brida para orificios en chapa metálica + remachado a presión (auto-remachado de chapa metálica sin remaches)
Este proceso utiliza técnicas de rebordeado y remachado a presión para unir dos o más láminas de metal. Consiste en crear un orificio con reborde en una lámina y un orificio estándar en otra. La lámina con el orificio con reborde se inserta en la lámina con el orificio estándar. Se puede usar un punzón redondo para presionar firmemente los bordes con reborde de la primera lámina contra la segunda, uniéndolas de forma segura.
Ventajas
- Unión robusta: No requiere remaches; proporciona una unión muy fuerte y fiable.
- Durabilidad: Funciona bien bajo vibraciones o cargas dinámicas.
- Alta eficiencia: El uso de punzones redondos para el remachado garantiza una alta eficiencia de producción.
Desventajas
- Proceso complejo: A menudo requiere corte por rayos X, separación de bridas y posterior remachado.
- Herramientas especiales: Generalmente se necesitan herramientas o equipos especiales para completar el trabajo de manera eficiente.
- Control de calidad: La calidad es difícil de controlar.
- Desmontaje: Conjunto único, no desmontable.
Ensamblaje de remaches ciegos y pasadores prensados para chapa metálica
Esta categoría comprende procedimientos para la fijación de dos o más superficies planas paralelas de chapa metálica mediante remaches, tuercas o una combinación de ambos. El objetivo principal es lograr una conexión estructural lo más firme y resistente posible ante diferentes fuerzas y tensiones.

Ventajas
- Resistente y duradero: Forma una unión duradera entre las dos juntas.
- Rentable: Generalmente económico.
Desventajas
- Permanente: No se desmonta fácilmente.
- Requiere herramientas: Debe remacharse en el lugar preciso y con herramientas específicas.
3.1. Remachado ciego
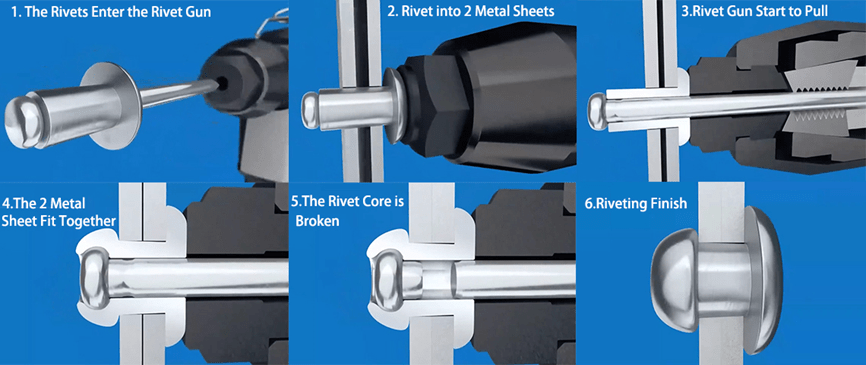
Los remaches ciegos, también conocidos como remaches pop, están diseñados para insertarse desde un solo lado de la pieza. Este tipo de remachado es especialmente adecuado cuando el acceso está limitado a un solo lado del conjunto. A continuación, se presenta una descripción detallada del proceso de remachado ciego.
Proceso de remachado ciego
1. Preparación del orificio
- Perforación: Se realiza un pequeño orificio que atraviesa las láminas de metal a unir. Los centros de estos orificios deben estar perfectamente alineados y ser ligeramente más grandes que el diámetro del remache.
- Desbarbado: Se alisan los bordes de los orificios para eliminar ángulos o bordes afilados que puedan dificultar la integración.
2. Proceso de inserción del remache
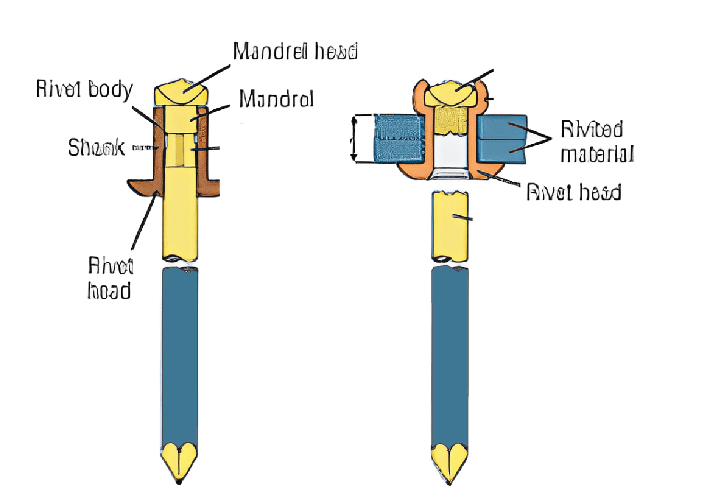
- Colocación: Un remache ciego atraviesa los orificios correspondientes en las láminas metálicas, alineando consecutivamente sus extremos salientes.
- Mandril: El remache se divide en dos partes: el cuerpo del remache y el mandril (un pasador que atraviesa el cuerpo del remache).
3. Colocación del remache
- Remachadora: Se utiliza una remachadora de cabeza plana o una herramienta manual para extraer el mandril del cuerpo del remache tirando de él a través del cuerpo. Al extraer el mandril, el extremo ciego se reforma, lo que da como resultado una unión firme del remache.
- Rotura del mandril: Una vez que la cabeza del remache se expande y se ajusta firmemente alrededor de la otra lámina para unir las dos piezas metálicas, el mandril se rompe a una longitud específica, dejando el cuerpo del remache para completar la unión.
Ventajas
- Facilidad de instalación: Se considera relativamente fácil de instalar y no requiere capacitación especial para su uso.
- Versatilidad: Este tipo de cortador puede cortar la mayoría de los materiales y espesores disponibles en el mercado.
Desventajas:
- Resistencia limitada: En general, son menos eficaces que los remaches macizos, ya que la fijación se realiza fuera de las placas.
- No reutilizables: Una vez insertados, los remaches no se diferencian de otros métodos de fijación y, una vez instalados, no se pueden reutilizar.
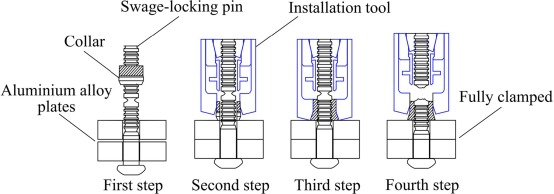
3.2. Ensamblaje de pasadores prensados
Específicamente, el ensamblaje de tuercas con ranura anular utiliza pernos de seguridad ideales para lograr uniones fuertes y antivibratorias. Este ensamblaje es muy popular debido a su resistencia y a la construcción de piezas robustas y duraderas.
Para su fabricación, se siguen los siguientes pasos:
- Preparación de los orificios: Se perforan los orificios a través de la chapa metálica, asegurándose de que coincidan con el diámetro del perno de seguridad.
- Inserción del perno: El perno de seguridad se introduce a través de dos orificios, uno de los cuales se alinea con el otro para fijar las piezas.
- Colocación del perno: Se coloca un collarín en el extremo del perno que sobresale del lado donde se enrosca la tuerca.
Ventajas
- Ofrece puntos de interconexión superiores y altamente fiables para los distintos componentes.
- Buena resistencia a las vibraciones y a las cargas dinámicas.
Desventajas
- Montaje complejo: Algunos diseños pueden requerir una colocación muy precisa de los orificios en la herramienta, lo que puede generar problemas en otras aplicaciones.
- Herramientas especiales necesarias: A menudo, no se puede realizar con equipos comunes ni manualmente.
Técnica de ensamblaje de chapa metálica mediante remachado a presión
La técnica de remachado a presión consiste en aplicar presión para deformar el remache o componente de fijación, asegurando un ajuste firme y seguro dentro de la chapa metálica. Este método se utiliza comúnmente por su eficiencia y fiabilidad para crear uniones resistentes.
4.1 Remachado a presión
El remachado a presión es un proceso en el que los remaches se presionan contra la chapa metálica a alta presión. Este método garantiza que el remache sujete firmemente las chapas, deformando el material para crear un ajuste perfecto. A continuación, se describe el proceso de remachado a presión:
- Preparación de los orificios: Primero, se perforan los orificios en las piezas de chapa metálica para facilitar su unión.
- Inserción de los remaches: Se colocan los remaches en los orificios perforados.
- Aplicación de la presión: Una prensa o remachadora aplica presión a los remaches, deformándolos y asegurando la unión.
Ventajas
- Crea uniones fuertes y permanentes.
- Eficiente para la producción en masa con resultados consistentes.
Desventajas
- Equipo especial: Este proceso requiere remachadoras especiales.
- No reutilizables: Los remaches se utilizan y fijan permanentemente en una superficie o estructura determinada; no son reutilizables.
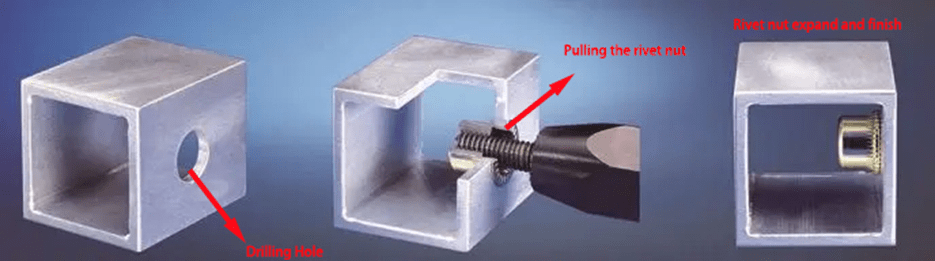
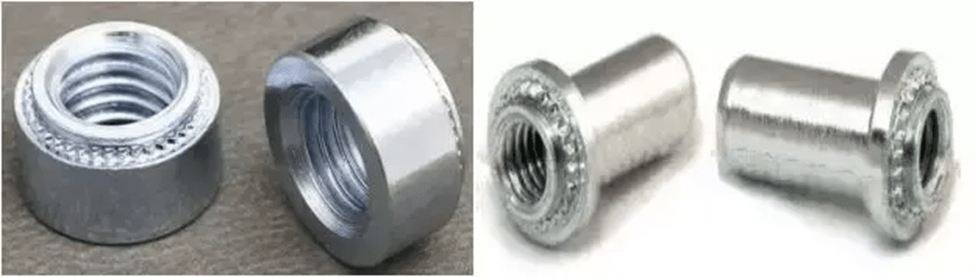
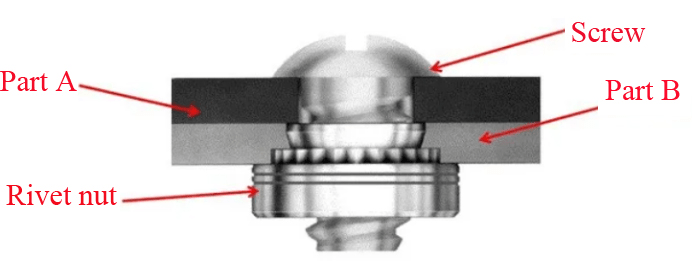
4.2 Ensamblaje de tuerca remachada y tornillo
A continuación, se describen los procesos de ensamblaje de la tuerca remachable:
- Preparación de los orificios: Se taladran o perforan orificios en la chapa metálica para que coincidan con el diámetro exterior de la tuerca.
- Inserción de la tuerca: Las tuercas se colocan en los orificios preparados.
- Aplicación de presión: Una prensa o remachadora aplica presión a las tuercas, lo que provoca que se incrusten en la chapa metálica. Por lo tanto, las tuercas pueden tener estrías o moleteados que se adhieren a la chapa metálica para evitar que giren.
Ventajas
- Roscas resistentes: Ofrecen roscas rígidas y sólidas que se pueden reutilizar.
- Alta resistencia: Buena capacidad de extracción y par de apriete.
Desventajas
- Proceso complejo: Requiere una aplicación precisa de la presión, lo cual a veces resulta complicado.
- Herramientas especiales: Se requiere equipo especial para las inserciones.
4.3. Ensamblaje de perno y tuerca de remache
En esta técnica, el remachado es un proceso de unión de láminas de metal para uso industrial que no requiere conformado térmico ni el uso de herrajes adicionales para unir los metales. Este proceso implica doblar el material para crear un mecanismo de bloqueo entre los componentes, asegurando así una unión compatible.

A continuación se describen algunos procesos:
- Alineación de componentes: Estructura organizada: Los componentes de chapa metálica se orientan para su ensamblaje en una configuración específica.
- Prensado: Se utiliza una máquina de remachado con la matriz y/o punzón necesarios para aplicar fuerza en la zona de unión de las piezas metálicas.
- Conformado: El material en la zona de unión se superpone y encaja con el resto, aumentando su rigidez para producir una unión resistente que no requiere el uso de otros elementos ni calor.
- Ensamblaje final: Las piezas metálicas adicionales se interconectan y refuerzan entre sí, logrando una unión firme.
Ventajas
- Sin fijaciones adicionales: Reduce el consumo de material y el tiempo de montaje, ya que no requiere remaches, tornillos ni varillas de soldadura para unir las piezas.
- Proceso de conformado en frío: No aplica calor al material, lo que garantiza que los elementos no se deformen ni se dañen por el calor.
- Alta resistencia: Establece una conexión estable entre los materiales y garantiza su capacidad para soportar cargas mecánicas y vibraciones.
Desventajas
- Dependencia de herramientas: Requiere herramientas especiales que no son fáciles de conseguir.
- Aplicaciones limitadas: No se recomienda su uso en todo tipo de materiales ni en todos los espesores.
El montaje con tuerca de presión consiste en incrustar una tuerca en la chapa metálica mediante presión. Esto crea un inserto roscado que permite la inserción de un perno o tornillo, proporcionando un punto de fijación robusto y reutilizable.
Técnica de Remachado Rotativo
El sistema de remachado rotativo para chapa metálica es un aparato que se utiliza para unir chapas delgadas mediante remachado rotativo. Este método consiste en girar una herramienta que coloca remaches en orificios preformados para unir dos o más piezas de chapa metálica. Se trata de una técnica de producción frecuentemente utilizada en industrias como la automotriz, que requieren un ensamblaje mecanizado y de alta velocidad.
.
A continuación, se describen sus procesos:
- Preparación de orificios: Se perforan o punzonan las ubicaciones específicas en los componentes metálicos para crear espacio para los remaches.
- Inserción de remaches: Se instalan los remaches en los orificios perforados en las partes de contacto de dos piezas metálicas que se intersecan.
- Remachadora rotativa: Se instalan las cabezas de los remaches y se aplica una remachadora rotativa, que entra en contacto con ellas y se acciona.
- Deformación y unión: Cuando las cabezas de los remaches sobresalen de la superficie, el flujo y la presión fuerzan las piezas metálicas a encajar firmemente. La rotación de la herramienta ayuda a aplicar una presión uniforme en todas las direcciones para abombar las cabezas de los remaches y unir todos los conjuntos de manera uniforme.
Ventajas
- Rapidez: Producción económica y ultrarrápida, ideal para la producción en masa.
- Uniformidad: Garantiza que la calidad y la resistencia de las uniones sean consistentes entre las diferentes piezas, minimizando así las fallas y las uniones flojas. Resistencia: Ofrece un rendimiento excelente, garantizando conexiones rígidas y resistentes para diversas aplicaciones.
- Automatización: Ideal para su uso en líneas de montaje automatizadas, donde se minimizan los costos laborales y se mejora considerablemente la eficiencia.
Desventajas
- Dependencia de herramientas: Se asemeja a un cubo, pero requiere el uso de remachadoras rotativas especiales para su montaje.
- Permanencia: No se desmonta fácilmente.
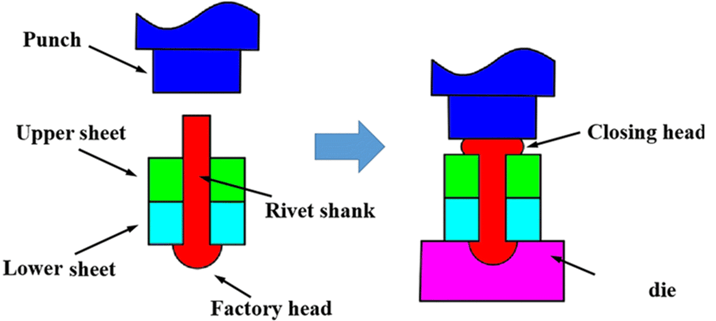
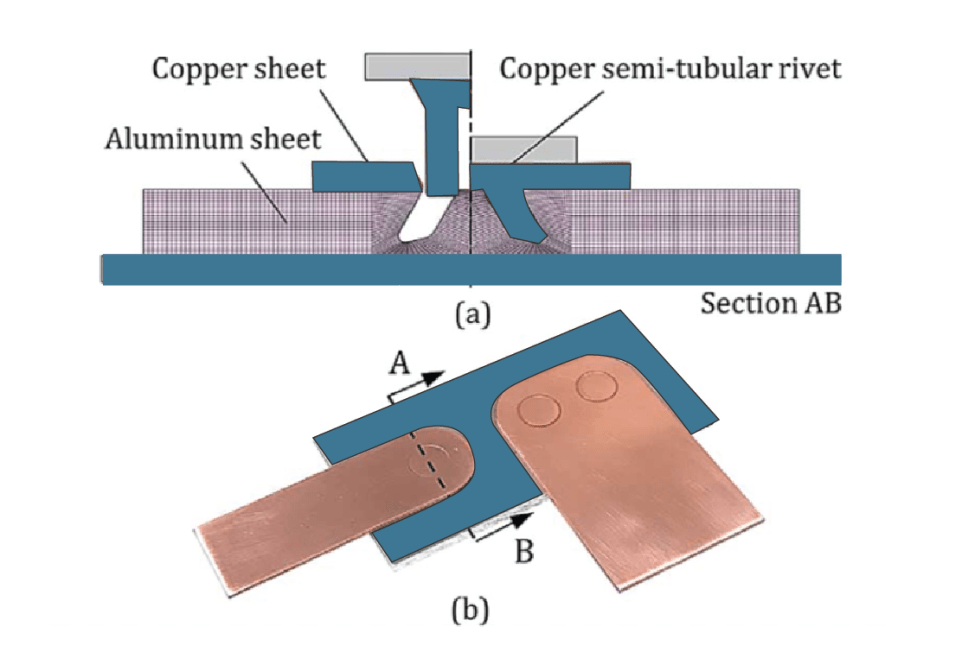
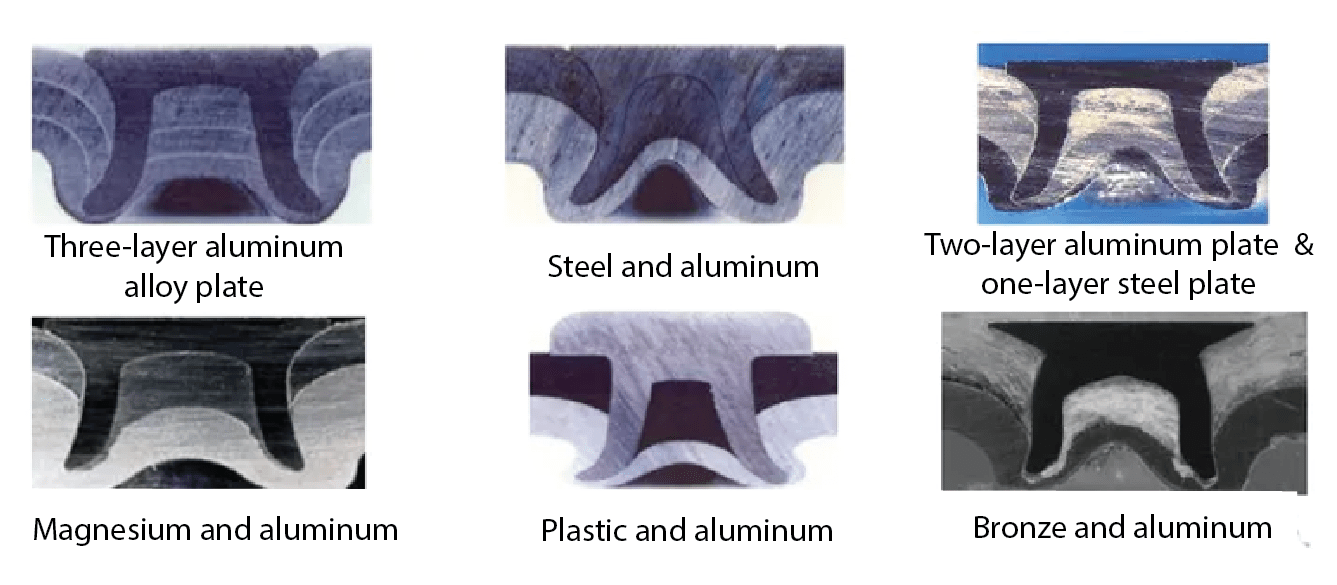
Ensamblaje con remaches y ensamblaje autoperforante de chapa metálica (SPR)
El ensamblaje autoperforante de chapa metálica (SPR) con remaches es un proceso que consiste en unir dos o más componentes metálicos mediante remaches autoperforantes. Esta técnica resulta muy útil, ya que garantiza uniones extremadamente firmes y rígidas, sin necesidad de perforaciones previas ni otros herrajes.

A continuación, se describen algunos de los procesos que sigue:
- Preparación de componentes: Las piezas metálicas se colocan en la orientación correcta para su tratamiento, lo que permite su ensamblaje.
- Colocación de remaches autoperforantes: Los remaches autoperforantes son piezas metálicas cónicas que se insertan en la zona de unión e incluyen el cuerpo del remache y el mandril.
- Prensado: Para alcanzar las fuerzas deseadas, se aplica una prensa hidráulica o mecánica a las cabezas de los remaches y se activan los mandriles.
- Corte del mandril: Una vez que el material del remache se ha enrollado alrededor del mandril, el material sobrante se corta en diferentes puntos para obtener las cabezas de los remaches.
- Ensamblaje finalizado: Los elementos metálicos unidos garantizan que las piezas mecánicas estén firmemente conectadas y puedan soportar cargas pesadas.
Ventajas
- Alta resistencia: Crea uniones muy estables, mecánicamente fiables y capaces de soportar cargas mecánicas y vibraciones.
- Sin orificios pretaladrados: Elimina la necesidad de perforar previamente, lo que contribuye al ahorro de tiempo y dinero durante la producción.
Desventajas
- Dependencia de herramientas: Los sistemas de información neoadaptativos requieren herramientas de autoprotección especializadas, denominadas herramientas SPR.
- Permanente: No se desmonta fácilmente.
Conjunto de taladro autoperforante FDS (Tornillo Autoperforante por Fusión en Caliente)
Es un tipo de taladro que incorpora un sistema de refuerzo mediante fusión por calor y que, además, funciona como dispositivo de perforación en la industria manufacturera.
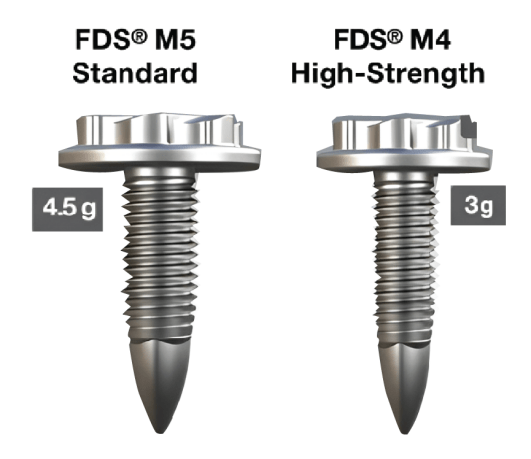
El sistema FDS (perforación autoperforante con adhesivo termofusible) se utiliza para fijar componentes de chapa metálica mediante la perforación y el roscado en una sola pasada. Este método ofrece las siguientes ventajas: permite obtener uniones perfectamente ajustadas, capaces de soportar la carga; no requiere perforación previa de agujeros ni otros elementos de fijación.
Proceso:
- Alineación de componentes: Las láminas metálicas electroformadas se disponen según lo previsto para su uso en el proceso mecánico.
- Perforación y fijación: El tornillo autorroscante, instalado en la herramienta FDS, se coloca sobre la sección de unión de las dos piezas metálicas. La herramienta crea un orificio guía y fija el tornillo autorroscante al material que se va a unir.
- Instalación del tornillo: El tornillo autorroscante perfora la pieza metálica superior, creando roscas en la pieza inferior adyacente para asegurar la conexión.
- Ensamblaje finalizado: Ambas piezas metálicas se han soldado correctamente y encajan perfectamente, creando una estructura rígida.
Ventajas
- Sin orificios preperforados: Ahorra tiempo y dinero, ya que no es necesario perforar los laterales de los componentes antes del ensamblaje.
- Alta resistencia: Crea uniones fuertes y duraderas, capaces de soportar cargas mecánicas y vibraciones.
Desventajas
- Dependencia de herramientas: Requiere herramientas especializadas de FDS.
- Proceso complejo: Depende en gran medida del calor y la presión, que deben regularse con precisión.
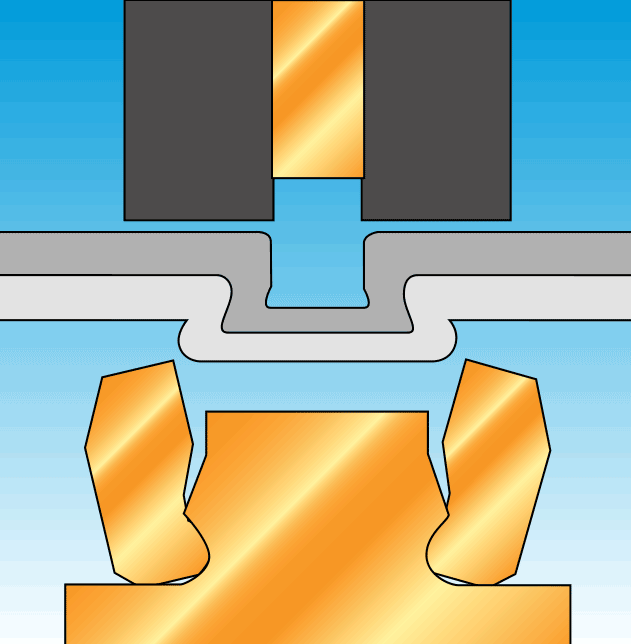
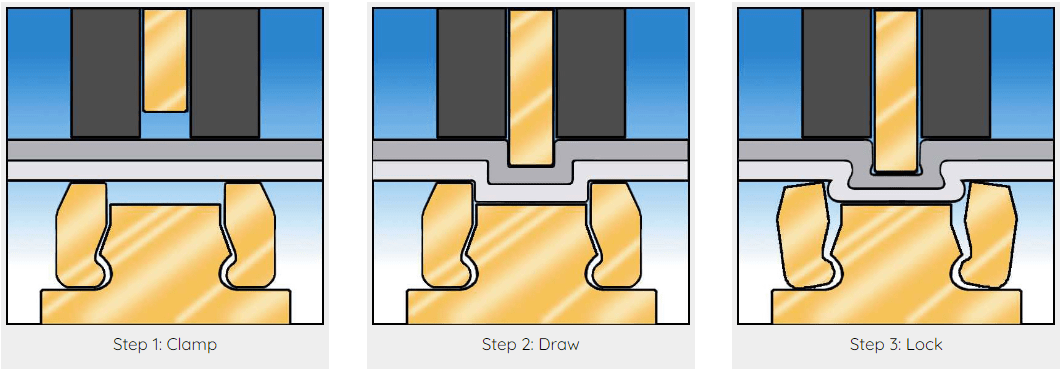
Ensamblaje a presión para chapa metálica
El ensamblaje a presión para chapa metálica es una pieza de fijación que se utiliza para unir chapas metálicas. Sus lengüetas y ranuras se extienden para crear un sistema de enclavamiento que permite que una pieza encaje automáticamente con la otra. Este método facilita el desmontaje y el posterior montaje sin necesidad de fijaciones ni herramientas adicionales.
A continuación, se describen algunos de sus procesos:
- Alineación de componentes: Las piezas de chapa metálica se disponen de la forma específica requerida para el ensamblaje alrededor del componente principal.
- Conexión a presión: Se crean protuberancias (o encajes) localizadas en la parte superior de un componente, mientras que el otro presenta rebajes (receptáculos). De esta manera, la conexión final integra los componentes ensamblados, y los encajes se fijan en los receptáculos para un ajuste perfecto.
- Ensamblaje completo: Los componentes de chapa metálica unidos se aseguran con diversos elementos de fijación, de modo que, una vez ensamblados, las piezas quedan bien fijadas y pueden desconectarse fácilmente si es necesario.
Ventajas
- Facilidad de montaje: Su construcción es sencilla, se pueden desmontar y ensamblar rápidamente y tienen un diseño simple.
- Reutilizables: Los productos se separan fácilmente para su reciclaje y permiten la inspección de cada pieza.
Desventajas
- Resistencia limitada: No son adecuados para aplicaciones que requieran cargas elevadas.
- Alineación necesaria: Se debe tener cuidado para asegurar que el soporte y el área afectada tengan la forma y el tamaño adecuados para que el soporte se ajuste correctamente.
Técnica de soldadura de chapa metálica
La soldadura de chapa metálica es uno de los métodos de unión más eficaces. Su objetivo es unir piezas de chapa metálica mediante la aplicación de fuerza y calor para producir una unión firme y permanente entre los metales. Esta técnica ofrece las siguientes ventajas: produce sistemas de conexión altamente rígidos y robustos que permiten a las estructuras resistir cargas mecánicas y vibraciones.
Veamos, pues, su proceso.
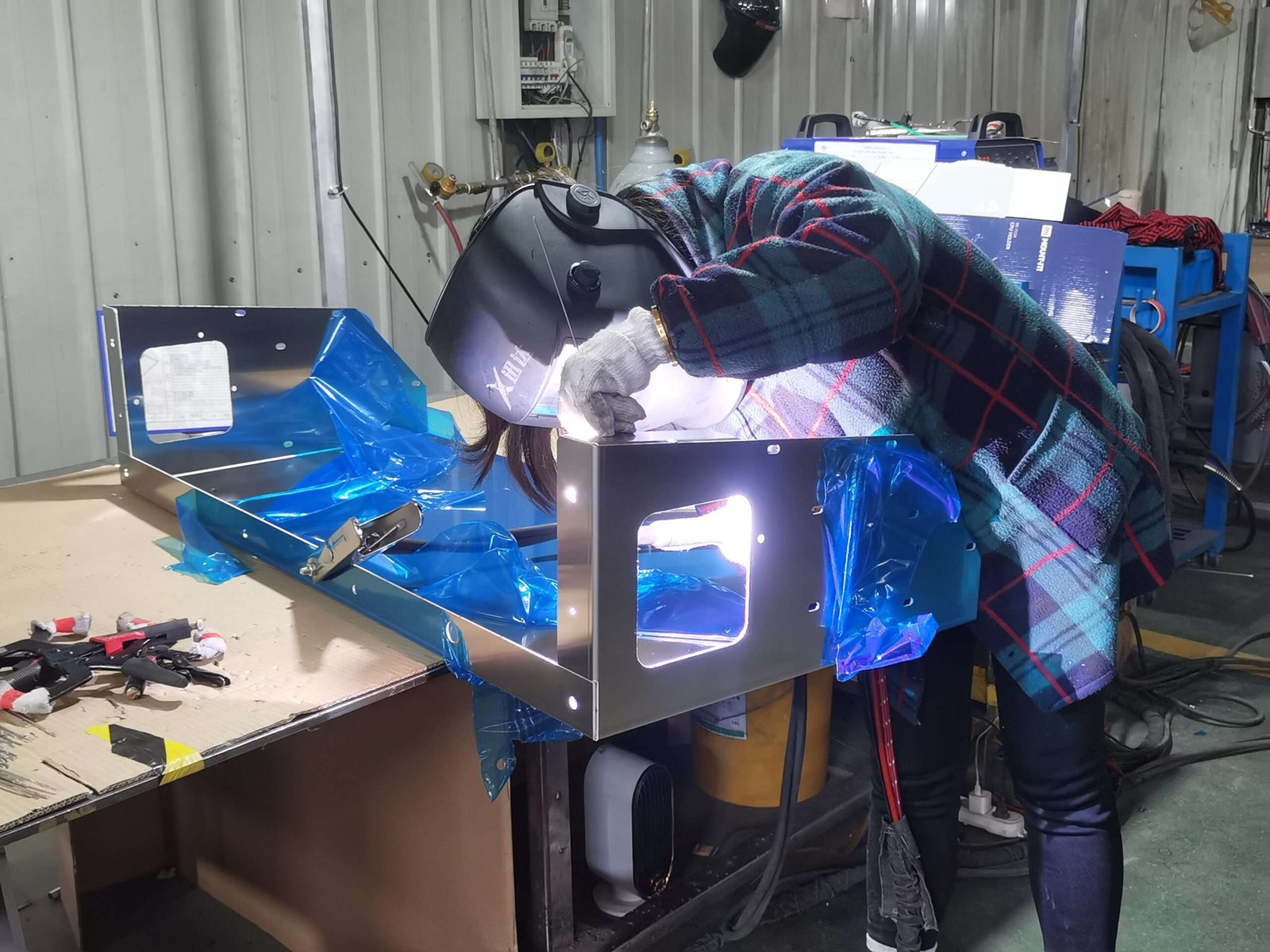
9.1. Técnica de soldadura manual
Como se explicó anteriormente en la soldadura automática, la soldadura manual requiere que un soldador profesional mueva una antorcha de soldadura hasta la zona de la junta y aplique calor y presión para fundir el metal base y el material de aporte, formando así un cordón de soldadura. La soldadura manual, como su nombre indica, ofrece mayor flexibilidad y precisión, ya que permite a los operarios aplicar fácilmente diferentes condiciones de soldadura según el espesor del material y el tipo de junta.
Ventajas
- Flexibilidad: Permite la aplicación de diversos materiales y uniones.
- Precisión: Requiere alta precisión por parte de los soldadores, ya que las piezas a unir requieren operaciones complejas.
Desventajas
- Requiere mucha mano de obra: Exige personal altamente cualificado, lo que conlleva mayores costes.
- Más lento: Es personalizable y requiere más tiempo en comparación con otras tecnologías de soldadura automatizada.
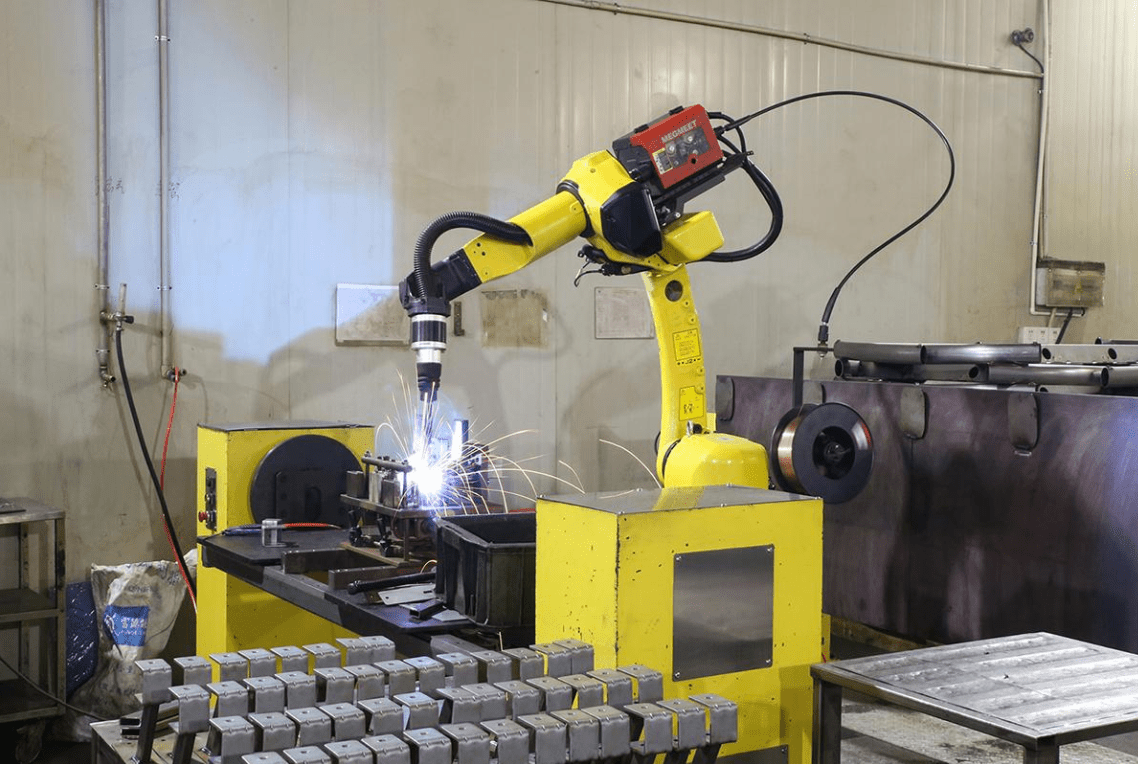
9.2. Técnica de soldadura robótica
La técnica de soldadura robótica de chapa metálica, también conocida como soldadura automática, implica el uso de robots de soldadura junto con sopletes para realizar ciertas actividades de soldadura. Proporciona resultados fiables gracias a su capacidad para mantener la uniformidad y la precisión en el producto soldado, y además reduce los costes laborales en comparación con los procesos de soldadura manuales.
Ventajas
- Consistencia: Garantiza que la soldadura sea uniforme y con dimensiones precisas.
- Eficiencia: Los vehículos se producen en grandes cantidades con una mínima o nula utilización de mano de obra.
Desventajas
- Alto costo inicial: Difícil de establecer como activo fijo y requiere una gran inversión para su instalación y mantenimiento.
- Flexibilidad limitada: Más adecuado para tareas repetitivas y menos apropiado para tareas complejas o específicas del cliente.
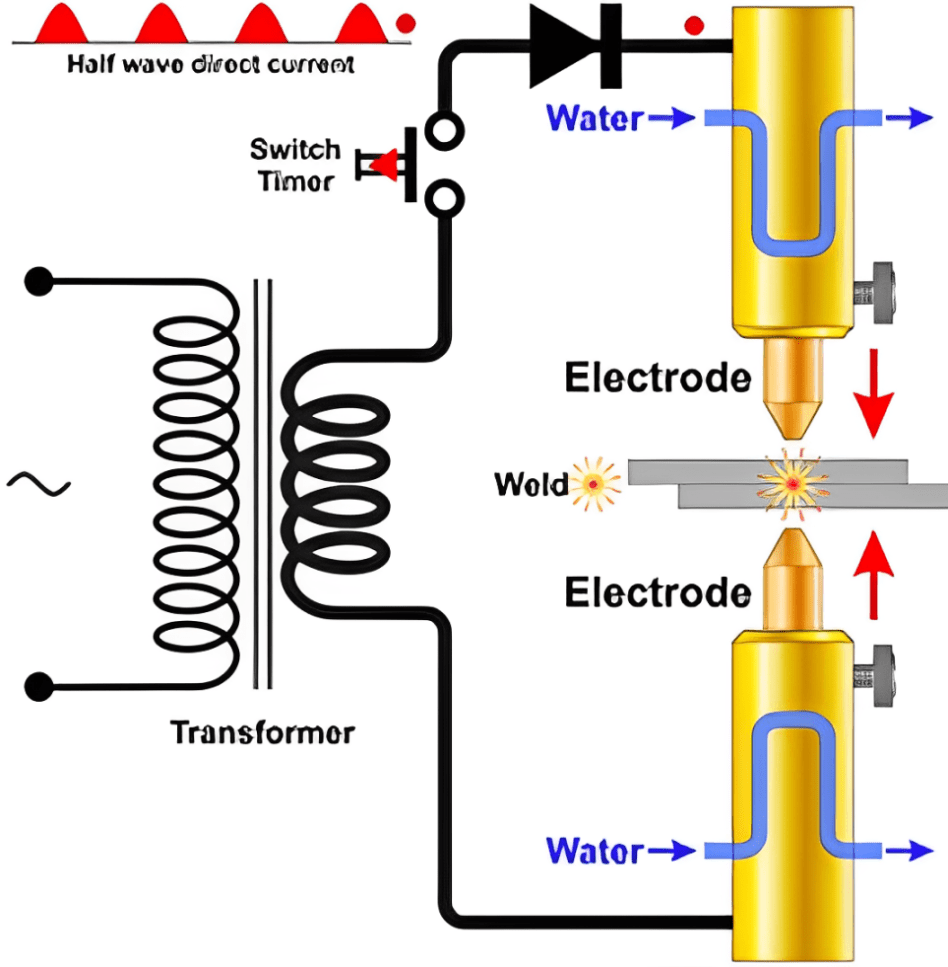
9.3. Soldadura por puntos: Técnica de soldadura de chapa metálica
La soldadura por puntos es un procedimiento utilizado en la mayoría de las empresas manufactureras para soldar chapas metálicas delgadas. Estas empresas emplean una soldadora por puntos. El proceso consiste en aplicar fuerza y electricidad a la zona de unión de las piezas metálicas, logrando así la soldadura. A continuación, se describe el proceso, junto con sus ventajas y desventajas:
Proceso:
- Preparación: Antes de soldar, las chapas metálicas se limpian para eliminar cualquier interferencia.
- Alineación: Las chapas se colocan correctamente para lograr una alineación precisa a intervalos controlados durante la soldadura.
- Colocación de electrodos: Se colocan electrodos de prueba, generalmente de aleación de cobre, a ambos lados de la zona de unión.
- Aplicación de presión: Se aplica presión a la zona de unión para asegurar el contacto adecuado del electrodo con las chapas metálicas.
- Paso de la corriente eléctrica: En la zona de unión de las láminas metálicas, una corriente de alta intensidad las atraviesa, junto con los electrodos. Esta corriente genera tensión mediante la acumulación de calor y, al fundir el metal, se produce un punto de soldadura.
- Enfriamiento: Al interrumpirse la corriente, tanto el metal base como el metal de aporte se enfrían y solidifican, ejerciendo mayor presión y, por lo tanto, creando una unión más resistente.
Ventajas
- Rápido y económico: Esto resulta especialmente beneficioso, ya que la soldadura por puntos se puede realizar en poco tiempo, por lo que es ideal, por ejemplo, para la industria automotriz, donde se requiere unir láminas de metal en grandes cantidades.
Desventajas
- Limitaciones de forma: Si bien la soldadura por puntos solo es posible con formas y configuraciones de piezas específicas, su uso se ve limitado. De hecho, debe implementarse con precaución, especialmente al diseñar espacios de dos marcas.
- Zona afectada por el calor: Este alto nivel de concentración calienta considerablemente la zona soldada y crea una zona afectada por el calor alrededor de la soldadura, donde las propiedades del metal pueden verse comprometidas.
9.4 Técnica de ensamblaje de chapa metálica mediante soldadura de pernos de aluminio
La soldadura de pernos de aluminio consiste en colocar el extremo de un perno de aleación de aluminio sobre la superficie de una placa de aluminio, establecer el arco eléctrico y aplicar cierta presión sobre el perno. Esto permite realizar la soldadura una vez que la superficie de contacto del perno se ha fundido.
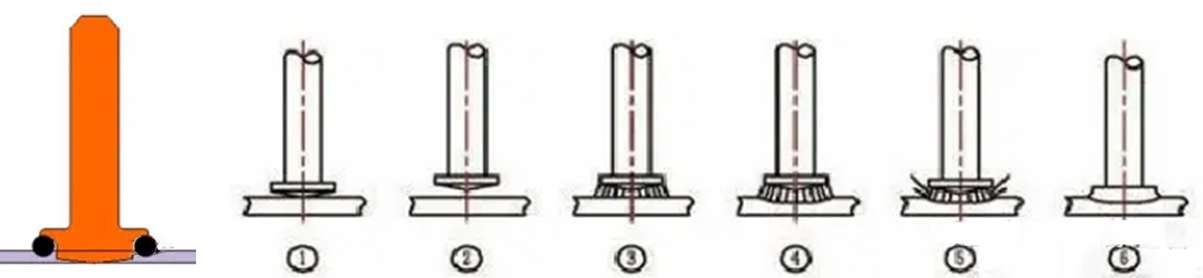
El proceso de soldadura de pernos de aluminio consta principalmente de cuatro etapas: carga, pretensado, fusión y extracción.
Ventajas: La soldadura de pernos de aluminio es eficiente, económica, rápida y flexible.
Desventajas: Sin embargo, también presenta algunos inconvenientes, como una baja resistencia de enclavamiento.
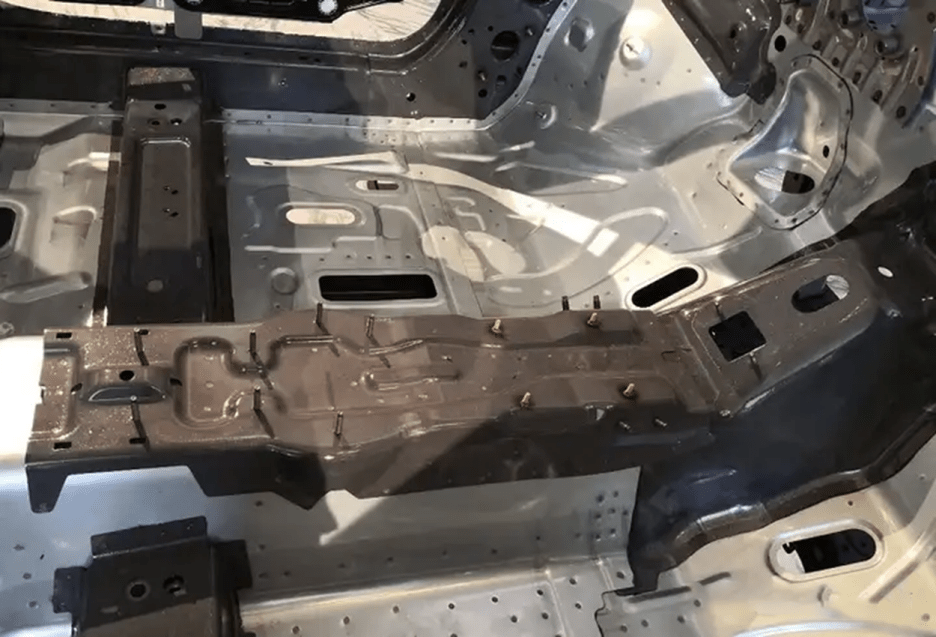
En comparación con la resistencia de la conexión, la soldadura de pernos de aluminio del mismo tipo y especificación es relativamente más débil que la soldadura de pernos de acero. Se utiliza preferentemente para fijar mazos de cables, tuberías y sistemas de sujeción en perfiles de aluminio estampados.
Técnica de bisagras:
La técnica de bisagras para chapa metálica consiste en atornillar o soldar bisagras a las piezas de chapa metálica, diseñándolas para permitir el movimiento alrededor de un eje central. Esta técnica se utiliza comúnmente en diferentes tipos de puertas, armarios y paneles de acceso.

A continuación, se describen algunos de los procesos:
- Instalación de bisagras: Se preparan y marcan dos bordes de conexión en las posiciones correspondientes de los componentes de chapa metálica para facilitar el montaje del producto.
- Fijación: Se utilizan tornillos o remaches, por ejemplo, para fijar las bisagras a la carrocería de un vehículo o cualquier otra estructura de chapa metálica.
- Funcionalidad de las bisagras: En la construcción con chapa metálica, las bisagras permiten que las piezas se muevan o giren sin fricción, ofreciendo diversas funciones, como la apertura y el cierre de puertas o paneles.
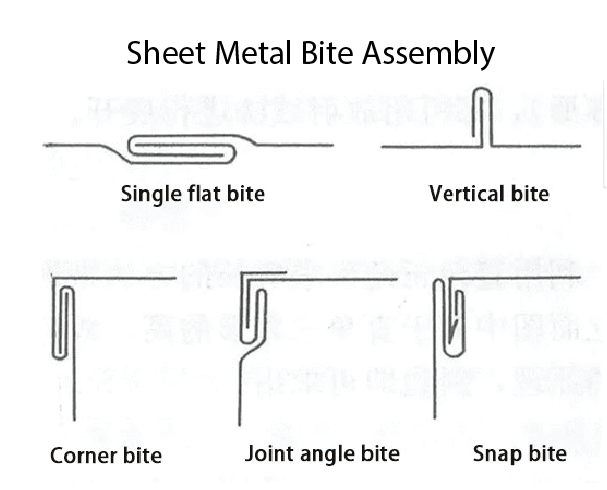
Técnica de enclavamiento
La técnica de enclavamiento es un sistema de unión que se forma mediante el corte de dientes o estrías en las dos láminas de metal, uniéndolas de forma segura. Esta técnica de fijación se basa en la fuerza ejercida por los dientes para evitar que los componentes se separen, mejorando así la resistencia mecánica y la rigidez del conjunto.
A continuación se describen sus procesos:
- Formación de dientes: El torneado o corte de dientes o estrías en el borde periférico o la superficie lateral de los componentes de chapa metálica se realiza mediante engranajes o equipos especializados.
- Enclavamiento: Los dientes de las chapas se acoplan colocando correctamente los componentes y acercando los dientes lo máximo posible.
- Ensamblaje: Una vez ensamblados, los componentes de chapa metálica crean un mecanismo de enclavamiento de alta resistencia gracias al enclavamiento de los dientes, lo que ofrece resistencia y dificulta la separación de los componentes.
Ventajas
- Versatilidad: Recomendado para puertas, paneles y piezas sometidas a movimientos frecuentes.
- Durabilidad: Es un tipo de conexión duradera que garantiza una buena sinergia entre los dispositivos conectados.
Desventajas
- Alineación requerida: Se requiere una alta coordinación para que la integración de los sistemas funcione correctamente.
- Ensamblaje complejo: Si bien es más complejo que otras técnicas de fijación, es más preciso.
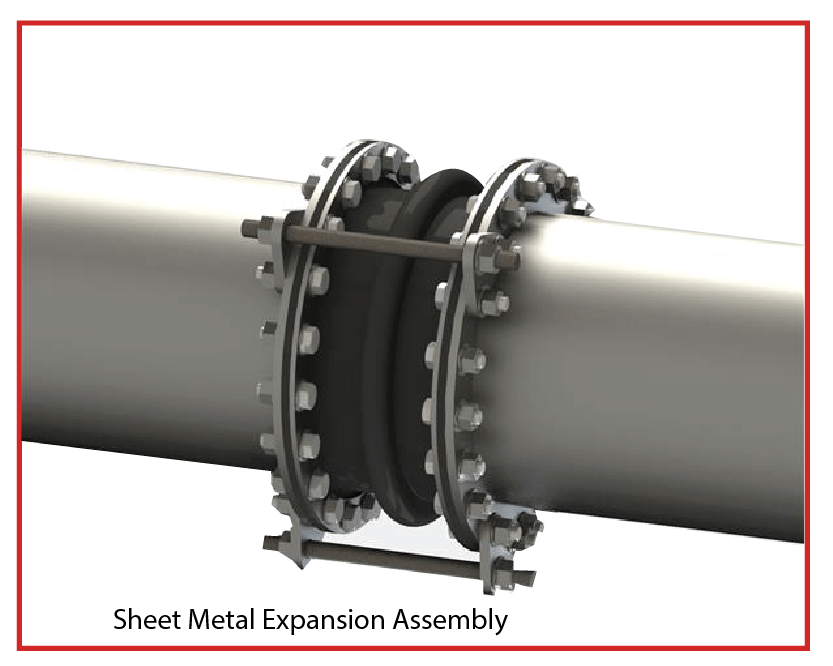
Técnica de expansión
La técnica de expansión de chapa metálica es un método de fijación que aplica el principio de expansión de al menos una, pero preferiblemente dos o más piezas de chapa metálica, para que se acoplen de forma segura a sus respectivas contrapartes o accesorios. Esta técnica utiliza la fuerza de expansión que proporcionan las herramientas o dispositivos específicos para fijar los componentes en la posición deseada.
A continuación, se describen algunos de sus procesos:
- Preparación de componentes: Las piezas de chapa metálica utilizadas en el ensamblaje se limpian y preparan para garantizar que el producto final no presente defectos como óxido u otros componentes indeseados.
- Expansión: Se utilizan herramientas o expansores adecuados, como mandriles o prensas hidráulicas, para expandir una o más piezas de chapa metálica.
- Alineación de fijaciones: Tras la operación de conformado, los componentes de chapa metálica se acoplan correctamente y se colocan a lo largo de sus correspondientes fijaciones para el ensamblaje final.
Ventajas
- Enclavamiento robusto: Ofrece mayor resistencia en comparación con otros tipos de conexión debido a la resistencia del material y la geometría.
- Sin fijaciones adicionales: Reduce los costos de material, ya que no es necesario comprar ni fabricar dichos materiales ni componentes.
Desventajas
- Proceso complejo: Requiere una formación y alineación precisas de los dientes en la cavidad dental.
- Permanente: No se desmonta fácilmente.
Técnica de ensamblaje de chapa metálica mediante adhesivos
El ensamblaje de chapa metálica mediante adhesivos consiste en unir láminas de metal utilizando agentes adhesivos para fijar las piezas. La ventaja de esta técnica es que permite una unión rápida y segura sin necesidad de utilizar fijaciones ni soldadura.
A continuación, se describen sus procesos:
- Preparación de la superficie: Antes del ensamblaje en la fábrica de chapa metálica, las superficies de los componentes a unir se limpian y preparan para garantizar una unión exitosa.
- Aplicación del adhesivo: El adhesivo o agente de unión, suministrado a las láminas de metal preparadas, se aplica a los componentes mediante aplicadores o dispensadores especiales.
Ventajas
- Conexión fuerte: La mayoría ofrece una sujeción segura y firme.
- Versatilidad: Se puede utilizar en diversos lugares y con cualquier material.
Desventajas
- Dependencia de herramientas: Requiere herramientas de expansión específicas para lograr el resultado deseado.
- Permanencia: No se desmonta fácilmente.
Uniones de espiga y mortaja
En esta técnica, se corta un orificio circular u ovalado en una lámina y se forma una lengüeta o saliente correspondiente en la segunda lámina. La unión de chapas metálicas mediante espigas y mortajas es un método convencional adoptado de la industria de la madera. Requiere la formación de una interfaz de encaje entre las dos piezas de chapa. Esta técnica consiste en que una pieza presenta cortes o agujeros llamados mortajas, mientras que la otra presenta salientes o lengüetas llamados espigas, que encajan entre sí para complementarse.
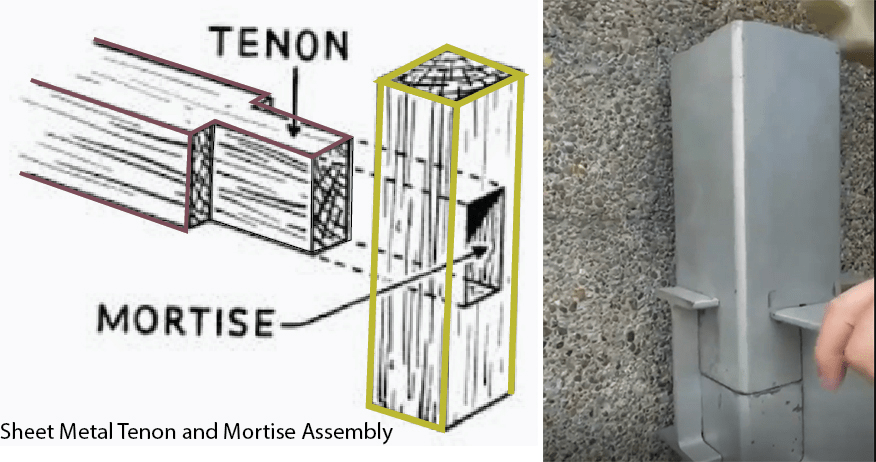
Analicemos los procesos:
- Creación de mortajas: Se perfora una de las láminas metálicas para formar agujeros o ranuras, denominadas mortajas.
- Formación de espigas: Se producen piezas en bruto para forjar mediante procesos de corte, doblado o estampado, mientras que en la otra pieza metálica se forman espigas o lengüetas.
- Ensamblaje: Una pieza encaja en la otra mediante un sistema de lengüeta y ranura, utilizando espigas y mortajas.
Ventajas
- Sin calor ni herramientas: Reduce la complejidad de la fase.
- Aplicación flexible: Aplicable a casi todo tipo de tejidos.
Desventajas
- Tiempo de curado: Este material requiere tiempo para curarse y alcanzar su máxima resistencia.
- Capacidad de carga limitada: En la mayoría de sus aplicaciones, ofrece menor fuerza de tracción que los sujetadores mecánicos.
Ensamblaje de rieles guía
El ensamblaje de rieles guía consiste en la instalación de rieles guía en mecanismos. Estos rieles, generalmente metálicos, sirven para guiar o limitar el movimiento de otra parte de la máquina. Su precisión y posicionamiento son fundamentales en la mayoría de las aplicaciones de maquinaria y dispositivos.

A continuación, se describen algunos de sus procesos:
- Instalación de rieles: Los rieles guía se fijan a la superficie o estructura deseada mediante elementos de fijación como tornillos, pernos o remaches.
- Alineación: Los rieles guía se colocan en la posición correcta según la dirección deseada, de modo que queden rectos y paralelos entre sí en su sentido de movimiento.
- Fijación de componentes móviles: Generalmente, las piezas deslizantes o los mecanismos móviles, como guías, carros o pórticos, se incorporan o atornillan a los rieles guía.
Ventajas
- Enclavamiento robusto: Garantiza una conectividad duradera entre los dispositivos o equipos en uso gracias a su alta eficiencia.
- Sin elementos de fijación adicionales: La eliminación de residuos también reduce los costos de materiales, ya que minimiza el uso de materiales y recursos disponibles.
Desventajas
- Proceso complejo: La arquitectura de iglesias civiles exige una formación de espigas y mortajas muy precisa.
- Permanente: No se desmonta fácilmente.
Ensamblaje con pasadores metálicos
El ensamblaje con pasadores metálicos es un proceso mediante el cual se unen dos o más componentes de chapa metálica utilizando pasadores o clavijas metálicas como elementos de unión. Estos pasadores se insertan a través de los orificios del controlador correspondiente, formando una disposición precisa que facilita su conexión.

Sus procesos son los siguientes:
- Preparación de orificios: En las piezas de chapa metálica, suele haber una ubicación específica donde se inserta el pasador para conectarlas. Los orificios se taladran, perforan o se realizan de otra manera para formar el punto de conexión.
- Inserción de pasadores: Esto se realiza utilizando pasadores o clavijas metálicas. Se taladran los orificios correspondientes para fijar las piezas de acoplamiento insertando los pasadores en ellos.
Ventajas
- Conexión fuerte: Proporciona una unión fuerte y estable.
- Precisión: Permite que cada componente encaje perfectamente con el otro, formando ángulos rectos para garantizar un ajuste preciso.
- Flexibilidad: Versátil con todo tipo de materiales y admite diferentes espesores. Los orificios también se pueden perforar utilizando diversas técnicas.
Desventajas
- Requiere mucho tiempo: La preparación de los orificios es un proceso que consume mucha energía y puede llevar demasiado tiempo.
- Sensibilidad a las vibraciones: Pueden aflojarse con el tiempo debido a las vibraciones o las cargas dinámicas que actúan sobre la estructura.
- Requisito de alineación: Esto indica claramente por qué los orificios deben formarse en la posición correcta para asegurar un ajuste adecuado.
Ensamblaje con chavetas metálicas
El ensamblaje con chavetas metálicas se realiza generalmente mediante chavetas metálicas o ranuras que garantizan la correcta alineación y conexión de los componentes en las chapas metálicas. Estas se insertan en ranuras o se embuten en uno o ambos elementos, de forma que se asegure su fijación.

Analicemos sus procesos:
- Mecanizado de chaveteros: Mediante herramientas de corte o fresado, se preparan o mecanizan chaveteros o ranuras directamente en las caras o superficies donde se unen las piezas de chapa metálica.
- Bloqueo: Estos se pueden reforzar mediante técnicas como soldadura, remachado y unión adhesiva para minimizar el movimiento o la posibilidad de que se cierren accidentalmente.
- Pruebas: Se examinaron las piezas individualmente para confirmar que las chavetas ofrecen la alineación y conexión adecuadas.
Ventajas
- Uniones fuertes y seguras: Esto proporciona una conexión fuerte y estable, permitiendo realizar la mayoría de las actividades en poco tiempo.
- Alineación precisa: Esto es fundamental, especialmente al unir piezas que deben cumplir con ciertos estándares mecánicos.
- Durabilidad: El uso de chavetas proporciona una conexión robusta que puede soportar cargas considerables.
Desventajas
- Dependencia de herramientas: Se requieren herramientas específicas para preparar la ranura y posteriormente insertar la chaveta.
- Desgaste: Algunos componentes de una chaveta o ranura son propensos al desgaste, lo que puede provocar holgura o fallos.
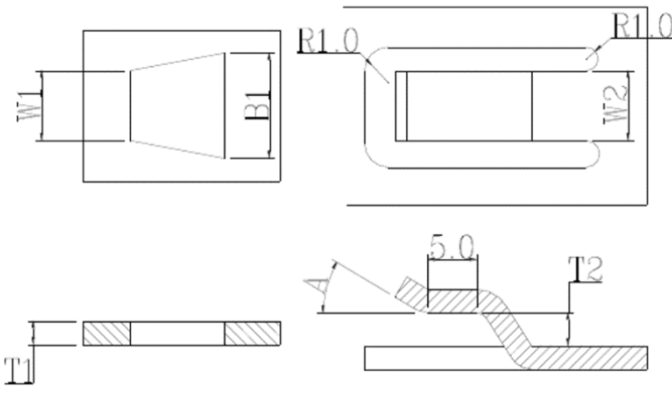
Ensamblaje por dobladillo
El ensamblaje por dobladillo, también conocido como dobladillo, es un proceso de conformado de chapa metálica en el que el borde extendido de un componente se dobla para obtener un borde liso y redondeado. Esta técnica ofrece varias ventajas, algunas relacionadas con la seguridad y la apariencia del componente, además de mejorar sus propiedades mecánicas de rigidez.
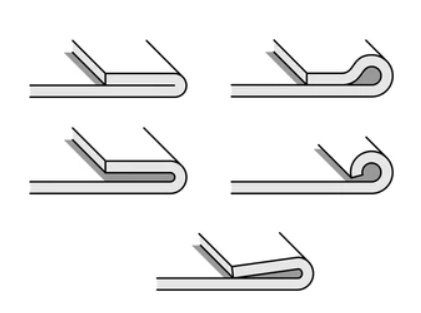
A continuación, se describen algunos de sus procesos.
- Preparación de bordes: El doblado consiste en plegar el borde de la pieza a doblar. Para ello, el borde de la chapa metálica se limpia y se prepara para una mejor adhesión.
- Operación de doblado: Durante la preparación del borde, este se pliega sobre sí mismo con la ayuda de martillos, herramientas de doblado, troqueles y otra maquinaria disponible en el mercado.
- Sellado y acabado: El borde se refuerza mediante soldadura, adhesivo o fijaciones mecánicas para evitar que los pliegues se abran o se desenrollen.
Ventajas
- Mayor seguridad: Las esquinas y formas sin bordes afilados ayudan a evitar el contacto con superficies puntiagudas o, al menos, a minimizar la frecuencia de contacto con dichos bordes.
- Mayor rigidez: Las solapas proporcionan soporte al componente cuando los bordes están plegados.
- Protección: En este diseño, los bordes plegados protegen el material interior contra la oxidación y el desgaste.
Desventajas
- Equipo especializado: Carece de las herramientas y el equipo necesarios para realizar operaciones de dobladillo.
- Posible daño al material: Un corte y planchado incorrectos de los dobladillos pueden provocar la formación de costuras o el adelgazamiento de la tela.
- Requiere mucho tiempo: Modelar la pieza puede llevar bastante tiempo, y representar formas complejas puede llevar aún más.
Ensamblaje por remachado
18.1 Ensamblaje TOX
Esta versátil arquitectura de interconexión transitoria también se conoce como tecnología de conexión por estampado de chapa metálica TOX o remachado sin remaches. No utiliza soldadura para realizar las conexiones, sino que aplica prensado en frío y deformación plástica de la chapa metálica.
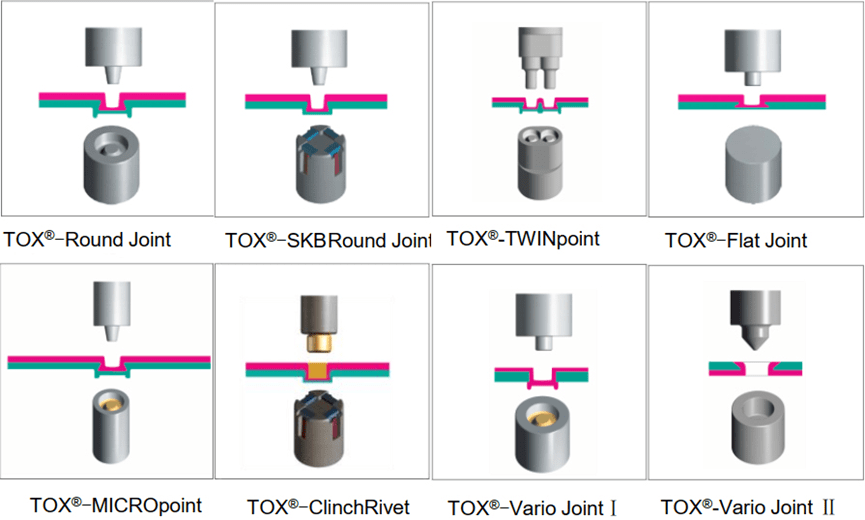
A continuación, se describen algunos de sus procesos:
- Extrusión en frío: La operación se lleva a cabo colocando los componentes de chapa metálica que se unirán en el dispositivo de conexión por estampado del cilindro de refuerzo gas-líquido TOX. A continuación, se coloca la matriz de conexión TOX sobre las chapas.
- Estampado y deformación: Un punzón simple empuja hacia adentro las dos mitades conectadas de la matriz de conexión TOX contra una pieza insertada en la matriz. Otra fuerza ejerce presión sobre el material dentro de la matriz y, a medida que el material se desplaza hacia afuera, se produce una alteración en la geometría de la chapa metálica.
- Formación de puntos de conexión: Producitio pladit produce una zona de contacto circular con la chapa, libre de bordes y rebabas. Estos puntos se interconectan y se fusionan firmemente entre sí, creando una estructura mecánicamente fuerte e interconectada.
18.2. BTM Riveting Assembly
BFX riveting assembly included the riveting technique. It uses the blind rivets and these are inserted from one surface of the part. It is mostly used where only the tapes of the joint are visible.
Estos son algunos de sus procesos:
- Preparación de los orificios: Se perforan pequeños orificios ciegos en la chapa metálica en el punto donde se insertarán los remaches.
- Inserción de remaches: Se utiliza para fijar los remaches en los orificios ciegos, insertándolos en los orificios perforados previamente. El remache se fija a un mandril que lo atraviesa por el centro.
- Colocación del remache: La herramienta más eficaz es un remache que se introduce a través del mandril, lo que fuerza la unión de los componentes. Una vez colocado el remache, los mandriles se retiran fácilmente para su eliminación y no interfieren con el uso posterior del producto.
Ventajas
- Accesibilidad: Ideal para situaciones en las que solo es posible trabajar en un lado de la unión. Por lo tanto, este elemento de fijación es adecuado para diversos escenarios de montaje.
- Facilidad de uso: Ofrece importantes economías de escala gracias a su sencillo proceso de instalación que no requiere formación.
- Resistente y fiable: Proporciona una unión segura y duradera, capaz de soportar una gran fuerza.
Desventajas
- Dependencia de herramientas: Requiere herramientas especiales para colocar el mandril y fijar el remache al avión.
- Limitaciones de materiales: Solo apto para materiales de espesor reducido o cargas no excesivamente fuertes.
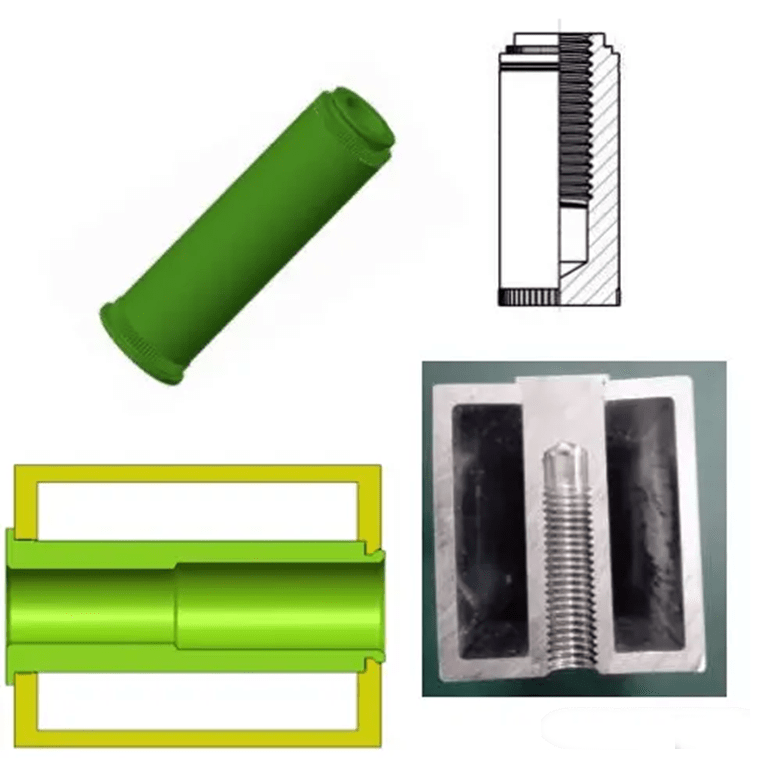
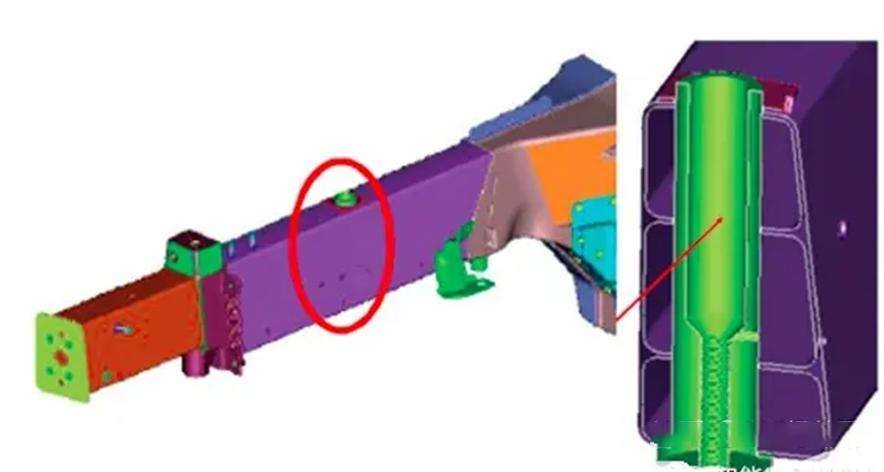
Conjunto de manguito roscado
Es una pieza estándar que se acopla a la fundición de aleación de aluminio mediante una rosca externa. Proporciona al conector externo una rosca que se puede enroscar en una rosca interna. Un manguito roscado permite obtener una conexión de alta resistencia en materiales metálicos de baja resistencia. Además, su uso práctico ha sido posible gracias a la experiencia acumulada durante más de 40 años.

Este manguito roscado está fabricado con acero inoxidable de alta calidad. La rosca interna se instala y se integra en la pieza de aluminio fundido de la carrocería. El extremo de montaje se desconecta en el punto de desconexión preestablecido.
Existen dos tipos de manguitos roscados: convencionales y autoblocantes. Los manguitos roscados convencionales se fabrican con una bobina de sección transversal en forma de diamante de forma precisa. Esta bobina comprime una rosca interna estándar que se puede aplicar en ambos lados.
El tipo autoblocante ofrece las mismas ventajas técnicas que un manguito roscado convencional. Además, incorpora una zona de bloqueo de rosca interna compuesta por una o más vueltas de la bobina poligonal. De esta forma, fija la rosca del tornillo de montaje mediante un mecanismo de bloqueo.
Los manguitos roscados se utilizan frecuentemente en piezas de aluminio fundido. Proporcionan puntos de conexión para componentes importantes, como subchasis, baterías y puntos de anclaje del chasis.

Conjunto de manguitos con rosca interna
Los manguitos con rosca interna están fabricados con aluminio especial de la serie 7 y cuentan con rosca interna. Su resistencia de conexión es relativamente alta. Además, según la longitud de la doble cuerda, la carga puede alcanzar el nivel de resistencia PC10.
Además, los manguitos utilizan una conexión en frío para ajustarse a los dos extremos del perfil. Por lo tanto, ambos extremos del perfil comparten el manguito con rosca interna.
Ventajas: Además, ofrecen las siguientes características: conexión fiable, alto par de apriete y facilidad de montaje.
Desventaja: son costosos y el tamaño de la sección transversal del perfil debe ser adecuado para la aplicación.
Las tuercas de manguito de aleación de aluminio se utilizan principalmente en puntos de instalación importantes de las piezas de carrocería de perfil de aluminio. Estas piezas pueden incluir subchasis, suspensiones, conjuntos de motor, baterías, otros puntos de anclaje importantes y puntos de instalación de cinturones de seguridad.
Conclusión
Desde los métodos convencionales de atornillar dos piezas de metal o utilizar tuercas y tornillos, hasta técnicas de última generación como el remachado ultrasónico, cada una tiene sus ventajas y aplicaciones en la fabricación. Es fundamental comprender que la técnica más adecuada para un ensamblaje dependerá de las propiedades del material, así como del nivel de resistencia requerido, los costos y el volumen de producción. Por consiguiente, futuros estudios sobre técnicas de ensamblaje de chapa metálica definirán la manera de aplicar métodos de fusión para desarrollar posibilidades de fabricación innovadoras, lo que permitirá aumentar la productividad, la sostenibilidad y la competitividad.


