Sheet Metal Welding – The Complete Guide
Difficulty in welding sheet metal can result into poor joinery and many rework cycles. Standard practices and general imperfections such as cracks or porosity can hinder professional welders from achieving maximum output and quality. It includes a detailed description of sheet metal welding practices, main defects, recommendations, and applications of the process.
What Is Sheet Metal Welding?
Welding metal sheets is a process in which sheet metal joins using heat, pressure, or by using both. The primary goal of welding sheet metal is to make a strong and durable bond between the different metal pieces. Besides this, it offers high effectiveness in producing strong and precise joints. So, this method has many applications in various industries, i.e. manufacturing, construction, and automotive sectors.
Welding Processes For Steel-Aluminum Hybrid Vehicle Bodies
Here are some of the welding processes that assist you regarding how to weld car sheet metal.
Aluminum Alloy Spot Welding
Spot welding of aluminum alloy uses high current and pressure to join parts of the aluminum. Because of its comparatively low melting point and high conductivity, welding aluminum sheet metal needs special welding conditions. Besides this, it requires sufficient power of the equipment and protection from oxidation.
Aluminum Alloy Arc Welding
Arc welding sheet metal for aluminum is a process in which the welding is done by creating an electric arc between electrons. This arch helps melt parts of the workpiece. Various heating is required such that there is minimum melting and distortion due to the high thermal coefficient of expansion of aluminum, and its low melting point.

Laser Brazing
Laser brazing uses a laser to melt a filler metal and place the metal between two metals. So, it can join the two metals such as steel or aluminum. It provides high levels of accuracy and low rates of thermal expansion thus providing strong, clean, and micro-joint welded areas with little affected by heat.
Stud Welding
Stud welding is a process where studs are joined to a base material through the establishment of an arc. This arc welds the stud to the workpiece. Indeed this efficient method is commonly applied in sheet metal welding or automotive applications for making strong and secure joints.

Friction Stir Welding (FSW)
FSW sheet metal welder connects two materials where a non-consumable tool is stationed and rotates. So, they can create heat and plastically deform the materials without melting. Its applications may include, it forms high strength with zero defect welds and thermal distortion. So, it is suitable for use on aluminum alloys.
Sheet Metal Welding – Different Methods
Multiple techniques are in practice for Welding sheet metal. Every technique is different and suitable for specific applications and materials. So, let’s discuss all these techniques in depth.
Fusion Welding
Fusion welding is a process of welding metal sheets that involves the combining of metals whereby the base material is heated to its melting point. It uses a filler material to create a molten pool that welds to deliver the needed strength. The method has a range of applicability across different joints, and the quality of the weld. So, the key types of fusion welding include:

Arc welding sheet metal
This type of welding primarily uses an electric arc so it can generate intense heat. This heat is then required to melt the base metal and filler material using different methods. These primary arc welding methods are:
Shielded Metal Arc (SMAW) or Stick Welding:
- The most popular type of SMAW, shielded metal welding uses an electrode that is covered by a flux to apply the weld. The two sections of the metals create arcs while the vapors formed also melt the electrode. Besides this, base metal forms the weld pool. The flux coating peels off to form a shielding gas to protect the weld from other materials.
Gas Metal Arc Welding (GMAW or MIG):
More specifically, this process is officially known as metal inert gas welding while informally people tend to call it MIG welding sheet metal, In MIG welding, the electrode consists of a continuous feed of wire and a shielding gas, i.e. argon or CO2. these are used to protect the welding zone from interaction with the environment. The thinner materials are ideal for welding and are famous for the smoothness and swiftness of the method.
Tungsten Inert Gas (TIG) Welding Metal Sheets :
This method employs a non-consumable electrode where a tungsten electrode is employed to give the weld. Another filler rod is sometimes employed to support new material onto the weld pool. Additionally, TIG weld sheet metal affords greater control and is used in thinner materials as well as in the generation of improved-quality welds. However, TIG welding is more complex and less swift than MIG welding.
Plasma Arc Welding:
- Here, the arc is concentrated and used to melt the metals to join them in a precise manner. This includes energizing a gas (argon or helium) by touching a tungsten electrode. So, it can produce a high temperature of the plasma jet. Thin and complex parts are perfectly suitable for PAW Because they minimize spatter and warping on a material.
Gas Welding
In gas welding, the base metals are fused by the flame, This results from the combustion of a fuel gas, most often acetylene with oxygen. Out of the various types of sheet metal welding, oxy-acetylene welding is the most extensively employed one. This method applies to the processes such as cutting, welding, and brazing. It is the most appropriate for thin sheet metals, repairing activities, and when portability is desirable.

Resistance Welding
Resistance welding connects metals by using pressure, It passes an electric current through the metal forges which radiates through the metal pieces because of the same resistance to electric current. The main types are:
- Spot Welding: It is a normal process that is widely used in manufacturing, i.e. automotive. It entails placing the pieces of metal between electrodes and the current passes through the point joining the metals.
- Seam Welding: In the same way as with spot welding the wheels are the electrodes that roll along the seam and make continuous weld. This is frequently employed for sealing. Besides this, it shows characteristics of forming a watertight or an airtight seal when joining parts like fuel tanks and pipes.
Intense Energy Welding
High-energy source welding is achieved by concentrating high-energy density sources, i.e. lasers or electron beams. So, it may result in highly precise and deep penetration welds. These methods are applicable where the weld is complex or of high standard where minimal heat-affected zones are desirable.
- Laser Beam Welding (LBW): This method employs the use of a laser to generate a point of heat. This point is very localized and enables the production of deep welded seams with less distortion. It is widely applied to different industries to connect the thin plates. These industries are automotive, aerospace, and electronics industries.
- Electron Beam Welding (EBW): It is learned that EBW employs a narrow high-velocity electron beam to heat the metal to the required melting stage. This method requires a vacuum environment as the primary limit to the beam’s direction and spread. Besides this, it exhibits excellent accuracy with excellent penetration depth. Its applications are available in different industries like aerospace industries and nuclear energy facilities.
Solid-state Welding
This welding technique is termed as ultra-violet welding. However, it deploys the technique of pressure, and heat, to find a solid-phase adhesion. This method tends to produce sound and high-strength welds with little distortions. Besides this, it is normally applied in sheet metal welding cases where materials’ characteristics are paramount. So, here are some of its types;
Friction Welding
Friction welding uses mechanical friction between the pieces to generate heat. It focuses on two necessary things, i.e. temperature has been attained and applying pressure to join the parts. The process can be divided into two main types.

- Rotary Friction Welding: Here one workpiece undergoes spinning and the other is in a stationary state. They both start to create friction with the spinning. So, when they achieve sufficient heat due to the friction, the workpiece stops, and pressure is applied to make a bond.
- Linear Friction Welding: In such weldings, the workpiece does not spin. It moves in a linear motion with another workpiece. So, this technique is quite popular in complex geometries and has many applications in the aerospace and automotive industries.
Ultrasonic Welding
Ultrasonic welding employs high frequency usually above the audible range. So, it can cause frictional heat in the material being welded. The materials are pressed together and the applied vibration results in the bonding at the interface of the materials. This method mostly applies in sheet metal welding processes specially when you are working with plastics or thin metals, e.g. in the electronics and medical devices industries.
Plasma Arc Welding.
Types of Welding Joints
Here are some of the common welding joints. Let’s discuss them in detail
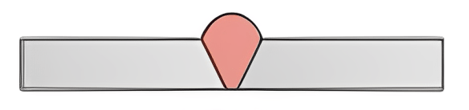
Butt Joint
In a butt joint, one part is placed parallel to another part for welding. This joint is generally found in structure fabrications and managing stress. So, preparing the edges for welding is very important to get a good weld.
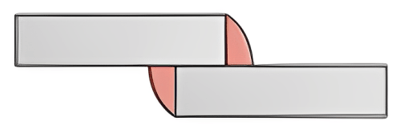
Lap Joint
They entail the use of one metal piece on top of another. It is more appropriate for metals of different thicknesses. They are a little challenging to weld. Additionally, they get rust at the junction of the lap joint and need special attention to avoid corrosion.
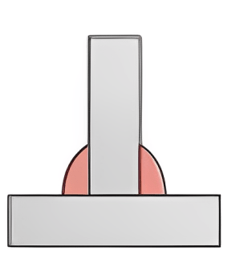
T-Joint
T-Joint: A T-joint is worked out where two bars of metal cross each other at right angles to look like the letter T. This joint is normally used in the piping as well as tubing systems. It is seen that the penetration in the weld roof is somewhat insufficient. So, it is recommended to increase the reinforcement or use a stopper for better stability of joints.
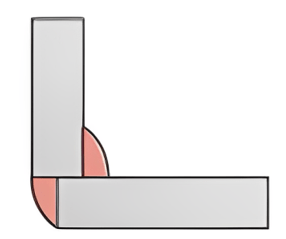
Corner Joint
T joints are similar to corner joints but in this case, the metals intersect to form an L-shape. Most of these joints are used in frame and box structures, where considerable precision is needed.
Edge Joint
In edge joints, the pieces of metal are butted against one another. The joining takes place along one of the edges. This joint is applicable in workpieces with flanging edges and may call for bending edges. So, it can interlock well and weld.
Best Welding for Sheet Metal – Choosing the Best Method
It is important to note that surface type plays a very important role in sheet metal welding. Because each surface has its properties so, it offers different challenges during the welding process. So, let’s discuss different surfaces with suitable welding options.
Flat Surface
Flat welding means welding of the flat surface. It improves the flow of the molten metal and is best applicable for the flat surface. Besides this, it uses the MIG welding sheet metaland TIG weld sheet metal procedures. Ideally, the welding torch should be at 45 degrees with the face of the metal and the flame applied toward the joint.
Horizontal Surface
This configuration entails the use of metal sheets in the horizontal position. This is generally in two forms, i.e. fillet weld or a groove weld. Here, a fillet weld appears when the horizontal surface encounters a vertical surface and forms an ‘L’ shape. On the other hand, a groove weld includes the metal pieces on the same plane. But they are placed in a vertical format. If we talk about suitability, stick welding is one of the best options for horizontal surfaces. It is specifically used to maintain balance with TIG or MIG.
Vertical Surface
When welding vertically,i.e. welding a vertical surface, the metal that melts drips down, and thus welding calls for more control. Stick welding is suitable for this arrangement mainly because of the technique’s efficiency. It is good for managing the flow of metal downwards. So, here you can weld the metal with the welding gun in the position of 45 degrees. Besides this, be more specific in handling the weld pool to avoid warping down.
Overhead Surface
Welding in the overhead position, in which the workpiece is situated over the welder. It is quite challenging because of the interference from the drooping of the molten material. This surface is best managed by stick welding. The reason is its efficiency when dealing with molten metal. To ease the difficulty, and reduce the weld puddle size, available filler material should be in abundance. Besides this, the heat should not cause lots of dripping.
Common Welding Defects and Their Solutions
Preparation Before Welding
To avoid welding defects it is important to confirm that preparation is done correctly. The edges you need to weld should be smooth and free from burrs, old grease, rust, or old paints. Moreover, confirm that the weld spots are not worn out or tampered with before going on to weld.
Low-Temperature Welding
At low temperatures, the joint areas should be protected from moisture effects. So, you need to perform welding undercover. To do this, it is advisable to preheat the joints to slow down the rate of cooling. Besides this, put a cover on the welds after the process to minimize rapid cooling.
Types of Sheet Melting Welding Defects
You can experience multiple defects in sheet metal welding process specially when the melting temperature rises. The most common defects are:
Appearance Defects
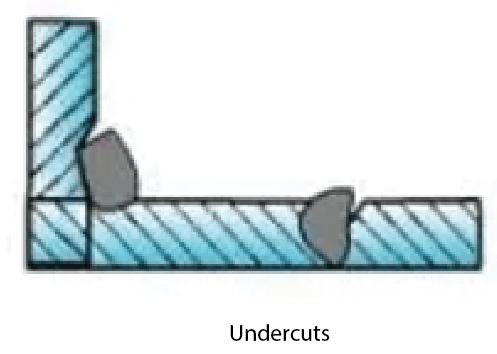
- Undercuts: This takes place when there is an overhang and the arc heat fuses a lot of the base metal and produces a groove. So, avoid this by changing the welding current and speed of the weld.
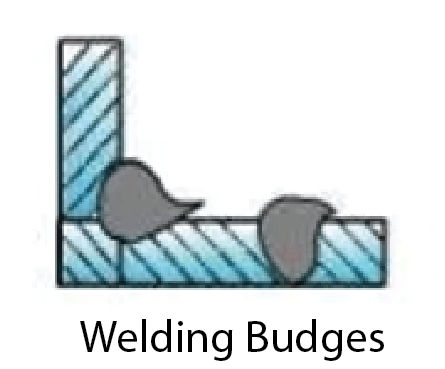
- Welding Bulges: This is due to improper specifications and the electrodes not being at the center of the conductors. Make sure you get the right specifications for your application and be precise on the orientation of the electrodes.
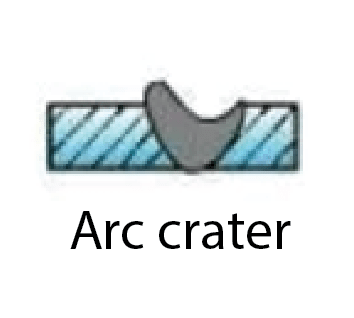
- Arc Craters: This results due to quick solidification of the weld pool material. So, apply a new and current decay system and stop the electrode to properly fill the arc craters.
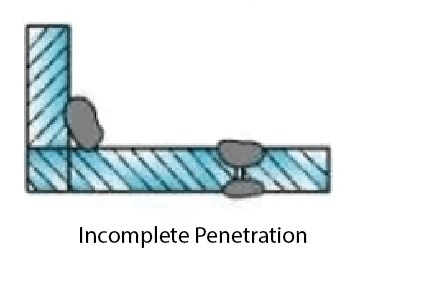
- Incomplete Penetration: This happens when the weld joint is not filled with metal, that is when there is partial metal in the weld joint. Correct this by increasing the welding current and doing a cover weld.
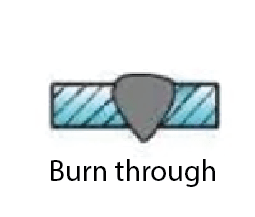
- Burn-throughs: This is mainly due to the weld being carried out to deep levels. Avoid this by reducing the current used in assembly. Additionally, you can fix it by providing the gaps between the various assemblies.
Porosity and Slag Inclusion
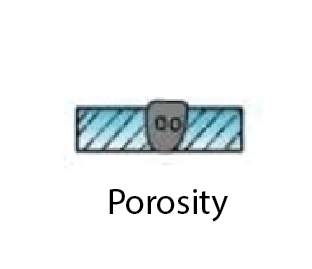
- Porosity: In sheet metal welding when pressure builds up to a specific point you may experience pores formation. If these pores stay in structure, they eventually contribute to weaker structure. But don’t worry, you can reduce porosity by using well-cleaned material and electrodes. Besides this, use dry flux and welding with short arc length and DC reverse polarity & vice versa.
- Slag Inclusion: This happens when the weld contains some unwanted substances formed by non-metallic substances. So, mitigate this issue by modifying the groove size. Moreover, it eradicates slag and fixes the movement of the electrodes.

Cracks
According to size
- Macro Cracks: Or as the saying has it, patent to the vulgar eye.
- Micro Cracks: Micrometer or even magnifying glass to be seen.
- Sub-microscopic Cracks: On high-power microscopes as fine lines, these include intergranular or intragranular cracks.
According to Temperature
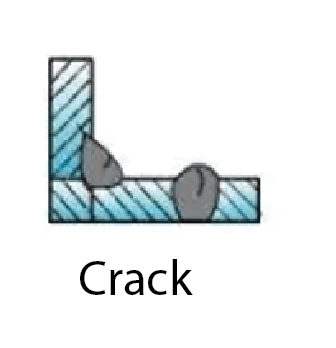
- Hot Cracks: When the metal is allowed to cool down at a high rate. It may result in cracks and weld metal contracts. So, try to avoid the formation of hot cracks by the proper selection of materials. Moreover, you can fix it by regulation of welding parameters, and control of cooling rates about stress.
- Cold Cracks: It mainly occurs below the martensite changing temperature (M3). So, it usually appears after welding (hours, days, or longer). It is also known as delayed cracks
8 Effective Tips for Better Sheet Metal Welding
As we have discussed above, selecting the suitable welding method and technique is very important for high-quality welds in sheet metal. So, here are eight effective tips to guide the process:
Choose the Right Filler Metals
Select a filler metal that is less thick than the sheet metal. So, it can help properly regulate heat and minimize defective sheets. For thin metals, i.e. 1mm thick sheets, a 0. 6 mm filler is desirable with a smaller gap This filler helps the metal minimize rusting and cracking.
Employ Skip Welding Technique
Use skip welding to make several short and spaced stitch welds at vulnerable areas of the metal. Besides this, let the metal cool in between welds on areas that have been previously skipped. This technique is useful in preventing the metal from deformation and warping. Because it offers unequal distribution of heat.
Utilize Tack Welding Technique:
Tack welding is the process of welding where small and usually temporary welds are done. So, they can keep metals in position as other welds. It reduces conductance and heat at the same time. Besides this, it eliminates large gaps so that pieces of metal have minimal spacing.
Use Small Wire Diameter
When using MIG welding sheet metal, use the smallest-sized wires. So, you can have much control over heat. Small wires give less deposit and need less heat for melting. Besides this, they are more suitable for light gauge metals.
Opt for Small Electrodes
Always use electrodes smaller than ⅛ inch to work with a considerably lower temperature and current. This will help minimize the burn-through and give precise welding.
Clamp a Backing Bar
Attach the backing bar which is usually copper or aluminium to the metal. So, it can assist in the evacuation of heat and minimize warping. Always clamp the backing bar tightly to the specimen. It will ultimately allow close contact between them to improve heat transfer.
Choose a High-Argon-Based Shielding Gas
For TIG weld sheet metalor MIG welding it becomes necessary to confirm that the shielding gas used is rich in argon. It must be a mixture of 75% argon and 25% carbon dioxide. Higher levels of argon reduce heat production and smoother weld quality.
Ensure Proper Fit-Up and Joint Design
Get a close positioning between the joining metals so it can avoid burn-through. It is important to confirm that fit-up is good enough for welding the thin sheets where small deviations are not allowable.
Prevention and Detection Methods for Sheet Metal Welding Burnthrough
Welding burn-through can be defined as the process whereby molten metal comes out of the back of the weld seam. It is carried out due to the concentration of heat or operations error that leads to rendering holes or burn-through. Burn-through is damaging to the appearance quality of the weld joint. Besides this, it also affects the strength of the weld joint and makes it weaker to corrosion.
Causes of Sheet Metal Welding Burnthrough
So, let’s discuss the possible causes or reasons for welding burn-through
- Improper Operation: Lack of skill in the welding process, i.e. wrong angle and movement of the electrode may cause high heat concentration or inadequate slag floating. So, it may result in burn-through.
- Inappropriate Welding Process Selection: In particular welding techniques, the wrong choice of process variables, i.e. current, voltage, and welding rate, may cause heat concentration. It can also cause failure of the slab to float on the molten pool thus resulting in burn-through.
- Unclean Base Material Surface: If the base material surface contains an oxidation scale, oil stain, or rust it may interfere with the weld. It may cause heat to be concentrated in a certain area or the wrong way in which the slag floats.
- Improper Weld Seam Structure Design: If the structure design of the weld seam is irrational, for example, a small beveling angle or large clearance. It will tend to appear a heat concentration or wrong floatation of slag which results in burn-through.
Measures to Fix Burn-through and Deformation
Here are some measures you can take to fix the burn-through and deformation
Control Heat Input:
- Adjust Welding Parameters: How the heat input is established the welding current must be carefully controlled along with the arc voltage and welding speed.
- Use Suitable Welding Methods: Recommended welding techniques, as well as practices, should be selected according to the thin stainless steel that is to be welded.
Use Larger Nozzle Diameter:
- Protective Surface: Usually, plates with thin thickness have small nozzles, but raising the diameter of nozzle will extend the protective surface.
- Improved Protection: A larger nozzle is also beneficial to oxidize the material of the weld zone more efficiently so that oxidation resistance is improved.
Optimize Tungsten Electrode:
- Use Cerium Tungsten: Hire a φ1. 5 a cerium tungsten electrode, sharpened at the end.
- Maximize Extension: Point the tungsten electrode as far as you can from the nozzle to focus the heat and get a faster rate of melting of the parent material. This decreases the temperature rise and internal stress while at the same time limiting deformation.
Welding Sequence:
- Symmetrical Welding: In the case of symmetrical structures, it is advisable to weld in a manner that will result in an equal distribution of deformation.
- Asymmetrical Structures: Fix the side that has fewer weldments first while the other side has more weldments. This assists in controlling the general deformation and decreases the residual stress.
- Accurate Assembly and Gap Correction: Accurate Assembly and Gap Correction:
- Maintain Precise Dimensions: It is crucial to assemble with the right dimensions, and the interfaces should be the right gaps apart from one another.
Balanced Clamping Force:
- Uniform Pressure: The idea is to clamp it uniformly and balance out the forces to prevent any form of warping and fineness of fixturing.
- Heat Control: A reduced amount of heat is to be allowed to be used on the weld joint but enough heat quantity to produce the required weld.
Laser Welding:
- Precision: Laser welding is also very efficient for thin stainless steels: up to 0. 1 mm thick plates. It provides a measure of control over the sizes of the weld and helps in preventing weld deformation.
- Adjustable Spot Size: The laser spot size is variable; it can be set according to the thickness of the material to be worked on, and yields very little distortion.
Challenges in Welding of Thin Stainless Steel Plates
- Penetration Issues: The stainless steel plates generally have low thickness and high thermal conductivity. They easily suffer burn-through. Besides this, the weld pool becomes overly widened and penetrates through the material if the heat input is too high.
- Deformation: The localized heating and cooling process meant for welding takes its toll on thin plates and creates stress and strain. This can cause warping. Moreover, if the plates are not properly constrained many other issues with the circuits can cause them to wear out before time.
- Uneven Heating and Cooling: Due to the small degree of restraint and localized welding the application of heat and cool is small and uneven. This results in what can be referred to as residual stress that leads to warpage and distortion.
Different Techniques Used to Detect Sheet Metal Welding Quality
The following are the different techniques that are highly in practice to check if sheet metal welding is of good quality or not.

Visual Inspection
At present, it is the most primitive and easily understandable method of detecting the welding quality. It gives an idea of the color, shape, and surface roughness of the weld. Besides this, it also helps to check that there should be no peeling, cracking, or any other surface defects. Additionally, the Weld width & height should not exceed the specified limits.
Tensile Test
Tensile testing is a significant way of identifying the strength of welding and the effectiveness of the material joined together. Through the tensile test, the tensile strength and elongation of the weld can be determined to inform on the strength of the weld and its toughness. Qualified welds must be capable of withstanding some defined force. Besides this, there must be enough elasticity to add stretching.
Impact Test
The impact test is useful in showing the impact resistance of welds. Through this test, it is possible to determine the impact absorption energy, toughness, and impact resistance of the weld. In this, optimum welds or acceptable welds should be able to have a certain measure of toughness about impact.
X-Ray Inspection
X-ray inspection is one of the technologies of non-destructive testing. It allows for visualization of internal defects and structures of the weld using X-ray penetration of metal materials. Besides this, it works for detecting internal defects in the weld like cracks, pores, and inclusions. Additionally, it is used for testing the internal quality of the weld.
Ultrasonic Testing
Ultrasonic testing is also a Non-Destructive Testing method, Similarly. Due to the ultrasonic waves that are emitted and reflected on metal materials, internal faults and characteristics of welds are observable. Based on the ultrasonic testing, internal flaws such as cracks, pores, and inclusion or any imperfection in the weld can be detected and the internal quality of the weld can be examined.
The Thermal Shock Impact Test or TPC.
The thermal shock impact test is a technique with which the assessment of reliability point welds is made. A high-heat shock can be applied for a short duration to determine how well the weld points of a product stand thermal shock which actual use may pose on the weld points. It is equally advisable to designate qualified weld points with adequate thermal shock resistance so that they can withstand a certain thermal shock.
Weld Distortion Detection
Weld distortion detection is a way of assessing the standard of the weld points. Therefore, the degree of deviation from the solid weld points indicates the deformation. Besides this, it also gives the stability of the weld points. An efficient number of weld points should have a little distortion and be in a state of equilibrium.
Shear Test
This technique is used in checking the strength of weld points. It helps check the strength of the mechanically sheared-off weld points. Besides this, it also checks for force and displacement. The shear test can be used to evaluate the shear strength and deformation of the weld points as well as the load carrying and stability capacity. Qualified weld points should be able to possess some shear strength. So, no force can defeat its stability.
How Would You Differentiate Between Weld Flux and Filler Metal?
The following table will describe flux core welding sheet metal vs filler metal.
Weld Flux | Filler Metal |
Chemical agent preventing oxidation and removing impurities. | Material is added to create a strong bond by melting with base metals. |
It prevents oxidation and stabilizes the arc. | Enhances joint strength and integrity. |
Functions
Arc Stabilization: Maintains stable arc. | Functions
Variety: Available as rods, wires, and sticks. |
They are applied before/during welding. | Added during welding to fill gaps. |
Ensures clean sheet metal welding, and prevents oxidation. | Enhances weld strength and durability. |
Forms: powders, pastes, electrodes, flux-cored wires. | Forms: solid wires, rods, flux-cored wires, electrodes. |
Composed of silicates, fluorides, and oxides. | Metals like steel, aluminum, copper, alloys. |
Applied manually or in consumables. | Fed manually or automatically. |
Selected by metal type and welding process. | Must match base metals to avoid defects. |
Used in SMAW, FCAW, and submerged arc welding. | Used in GMAW (MIG), GTAW (TIG), and other processes needing filler. |
Advantages of Sheet Metal Welding
- Strong Joints: It gives long-term strong connections that can combat high amounts of stress. So, it may result in improved structural density.
- Versatility: Applicable to a range of metals, i.e. stainless steel, and aluminum among others, and is flexible with the various welding procedures.
- Precision and Control: Gives increased control and accuracy, especially with TIG welding sheet metal. Besides this, it reduces the heat-influenced area and maintains the properties of the base material in the joint area.
- Cost-Effectiveness: It is more versatile for the short and long runs. So, it minimizes the wastage of materials as well as other costs that are incurred.
- No Need for Additional Fasteners: It reduces the use of rivets or screws in production. So, it ultimately improves the general outlook of the aluminum layer.
- Customization: Avoids the use of complex shapes and designs. So, it allows the creation of sharp edges and other complex designs that cannot be done with other techniques.
Disadvantages
- Heat Affected Zone (HAZ): Local heating distorts and reduces the strength of the material around the weld.
- Burn-through Risks: Thin metal plates incorporate exposure to burn-through meaning they will have holes or weak areas.
- Skill Requirements: Demands the expertise of a professional, to get quality welds which are vital especially if complicated techniques are involved.
- Equipment Costs: The first expense as well as recurrent costs of welds are also a little on the high side.
- Distortion and Deformation: Welding results in the buildup of stress within the material that could make the component warp or change its shape.
- Safety Concerns: Welding involves the production of heat, light, and metal fumes which are injurious to health, thus laminar flow hoods and safety goggles should be worn.
- Post-Weld Treatment: Further operations may be required depending on the kind of finishing required; for example, grinding or painting.
Conclusion
In conclusion, sheet metal welding is quite an important process that is used in various industries. These may include manufacturing, construction, and automotive. It has many applications and each of these uses specific welding, i.e. fusion, gas, resistance, intense energy, or solid-state. Besides this, there are different types of welding joints. Moreover, the welding can have different defects. But you can identify these defects easily using different methods. You can also fix these issues by following the above guide. This quality sheet metal and welding guide is an incredible resource for both beginners and professionals alike.
Frequently Asked Questions
Q1. What is the best welding method for sheet metal?
Some are TIG welding sheet metal for fine, MIG for bulky, and spot welding for thin metallic sheet materials.
Q2. How can I prevent warping while welding sheet metal?
To reduce distortion one should preferably utilize the methods, i.e. skip welding, clamping, tack welds, and control of heat input.
Q3. What are common welding defects in sheet metal and how can I avoid them?
Porosity, Slag Inclusions, and Cracks are some of the welding defects. These all can be eliminated through; Surface preparation, Welding parameters, Steady hand movement, and Filler Metals.
Q4. How do I choose the right filler metal for sheet metal welding?
Select the filler metal according to the base metal, and evaluate the thickness of the sheet. Besides this, check for the type and properties of the welds you want to apply. Additionally, follow manufacturer guidelines.
Q5. What safety precautions should I take while welding sheet metal?
Welding also poses some danger. So, always wear PPE. Besides this, make sure the room you use for welding has enough ventilation. The fire extinguishers should be nearby and one should practice the correct way of welding.



One Response